钨铜合金的用途有哪些?
钨-铜合金是一种通过粉末冶金技术制成的两相复合假合金(Pseudo-alloy),它并非形成固溶体,而是钨和铜两相物理结合的复合材料。其设计理念是巧妙地将钨骨架的高熔点、高强度、低热膨胀系数、耐电弧侵蚀性和铜相的高导电性、高导热性、优良塑性融为一体,从而获得“低热膨胀 + 高热导 + 抗电弧 + 高密度”这一在工程材料中极为独特的性能组合。正因如此,它在电力电子、航空航天、国防军工等高端技术领域成为了不可替代的关键材料。按行业的详细用途,配比指常见质量分数(W:Cu),具体需根据实际工况(如电流等级、热循环频率、机械负载等)与供应商数据手册进行精确选型。

- 电力与开关设备 — 电弧触头 / 断路器触点 / 真空断路器电极
工程动因
在断路器开断或合闸的瞬间,触头间会产生数千度的高温电弧。材料必须能承受这种极端热冲击,抵抗熔融、飞溅和蒸发,同时需要快速散热以熄灭电弧并防止自身过热失效。
常用配比
W≥70 wt%(如 W70Cu30, W80Cu20)。更高的钨含量意味着更坚固的骨架,从而提供更优的抗电弧侵蚀性、抗熔焊性和更高的再结晶温度。
典型工况
瞬时电弧温度 3000-20000 K,电流可达数十至数百 kA,操作寿命要求数万次以上。
性能要求
极低的电弧烧蚀率、高导热性以快速散热带走热量、高密度以抑制电弧等离子体喷射、稳定的接触电阻、良好的耐热冲击性。
代表应用
中高压 SF6 断路器、真空断路器(VCB)触头、负荷开关、避雷器电极。

- 电火花加工(EDM)电极与精密模具电极
工程动因
EDM 是利用放电腐蚀原理加工工件,电极自身也会损耗。需要材料在承受高频脉冲放电的同时,保持极低的自身损耗和稳定的几何形状,以确保加工精度。
常用配比
W70–W90 系列(如 W70Cu30, W80Cu20, W90Cu10)。配比选择是导热性(铜主导)与耐电蚀性(钨主导)之间的权衡。W70Cu30 加工性好、损耗较低;W80Cu20 是通用型;W90Cu10 用于高精度、低损耗的精密加工。
典型工况
高频脉冲放电,加工硬质合金、淬火钢等难切削材料。
性能要求
低电极损耗率(mg/C)、高导热率以减少放电点的热影响区、足够的强度和硬度以防止变形、良好的可加工性(可进行磨削、线切割)。
优势说明
相比纯铜或石墨电极,钨铜电极在加工硬质合金和复杂精密模具时,具有损耗更小、加工速度更快、表面光洁度更高、棱角保持性更好的综合优势。
3.电阻焊电极(Resistance Welding Electrodes)
工程动因
电极在焊接过程中需要承受巨大的压力和电流,同时会与被焊金属(如镀锌钢板、铝合金)发生粘连。材料需要高导电性以减少自身发热,同时具备高硬度、高再结晶温度以抵抗变形和磨损。
常用配比
W70–W80(如 W75Cu25)。在导电性和耐磨性之间取得平衡,有时会添加少量其他元素(如 Ni, Co)以改善烧结性能。
典型工况
高压力(数百至数千牛顿)、大电流(数 kA 至数十 kA)、循环工作。
性能要求
高硬度(HRB > 100)、高电导率(≥45% IACS)、优异的抗软化能力和抗粘连性能。

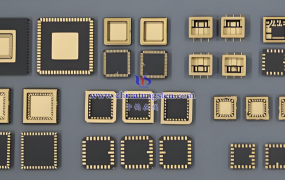
- 电子封装与热管理材料 — 芯片支架 / 功率器件基板
工程动因
现代功率半导体(如 IGBT, SiC, GaN)芯片功率密度极高,其封装基板必须解决两大核心问题:① 高效地将热量传导出去;② 其热膨胀系数(CTE)要与芯片材料(如 Si, SiC, GaAs)匹配,否则在热循环中会产生巨大应力,导致芯片开裂或焊层失效。
常用配比
WCu10/90 至 WCu30/70(如 W85Cu15, W80Cu20, W70Cu30)。钨含量越高,CTE 越低(越匹配半导体芯片),但导热率(TC)会相应下降。W80Cu20 是常用的折中方案,其 CTE (~7.0×10⁻⁶/K) 与硅(~4.2×10⁻⁶/K)较为接近,同时保有较高的热导率。
典型工况
高功率密度(>100 W/cm²),工作温度 -55°C 至 150°C 甚至更高,持续热循环。
性能要求
与芯片材料匹配的低热膨胀系数(CTE)、高热导率(>150 W/m·K)、高刚度与强度、良好的真空密封性与可焊性。

- 高热负荷组件 — X射线管靶背衬 / 激光器散热座
工程动因
在旋转阳极 X 射线管中,电子束轰击钨靶产生 X 射线,99% 以上的能量转化为热量,形成极高的局部热流密度。背衬材料需要极高的热导率以迅速将热量传导至冷却系统,同时高密度钨相能有效阻挡杂散射线。
常用配比
W70–W90(如 W90Cu10, W80Cu20, W70Cu30)。高钨含量提供高密度和高温强度,铜相构成高效的热传导通道。
典型工况
瞬时局部热流密度可达 kW/mm² 级别,需要强制水冷或油冷。
性能要求
极高的瞬态和稳态热承载能力、优异的热疲劳性能、高密度(兼作辐射屏蔽)、与靶材(通常是纯钨或钨铼)可靠的连接(钎焊或扩散焊)。
- 航空航天与国防军工 — 燃气舵 / 喷管喉衬 / 配重块
工程动因
导弹的燃气舵、固体火箭发动机的喷管喉衬等部件,需要在大气层内/外承受超高温、高速燃气流的冲刷和热震。钨铜材料能在短时间内依靠铜的蒸发吸热(发汗冷却)和钨骨架的稳定性来维持部件形状。
常用配比
根据具体部位和温度,W 含量通常很高(W80-W90),有时会采用梯度功能材料设计。
典型工况
工作时间短(数十秒),但环境极端(高温、高压、高焓值燃气流)。
性能要求
极高的高温强度、优异的抗热震性、耐粒子冲刷侵蚀、一定的“发汗冷却”效应。
- 等离子体与放电设备部件 — 等离子喷涂电极 / 电弧喷射器
工程动因
作为等离子弧的阴极或阳极,材料在万度高温的等离子弧下工作,承受强烈的离子轰击和热流冲击。
常用配比
高钨含量(通常 W≥75%),以确保电极在电弧下的低烧蚀率和长寿命。
典型工况
高温等离子弧(>10000 K),高频起弧。
性能要求
极高的耐电弧烧蚀性、低电子逸出功、高导热性以降低电极工作温度、均匀的微观结构以确保电弧稳定。

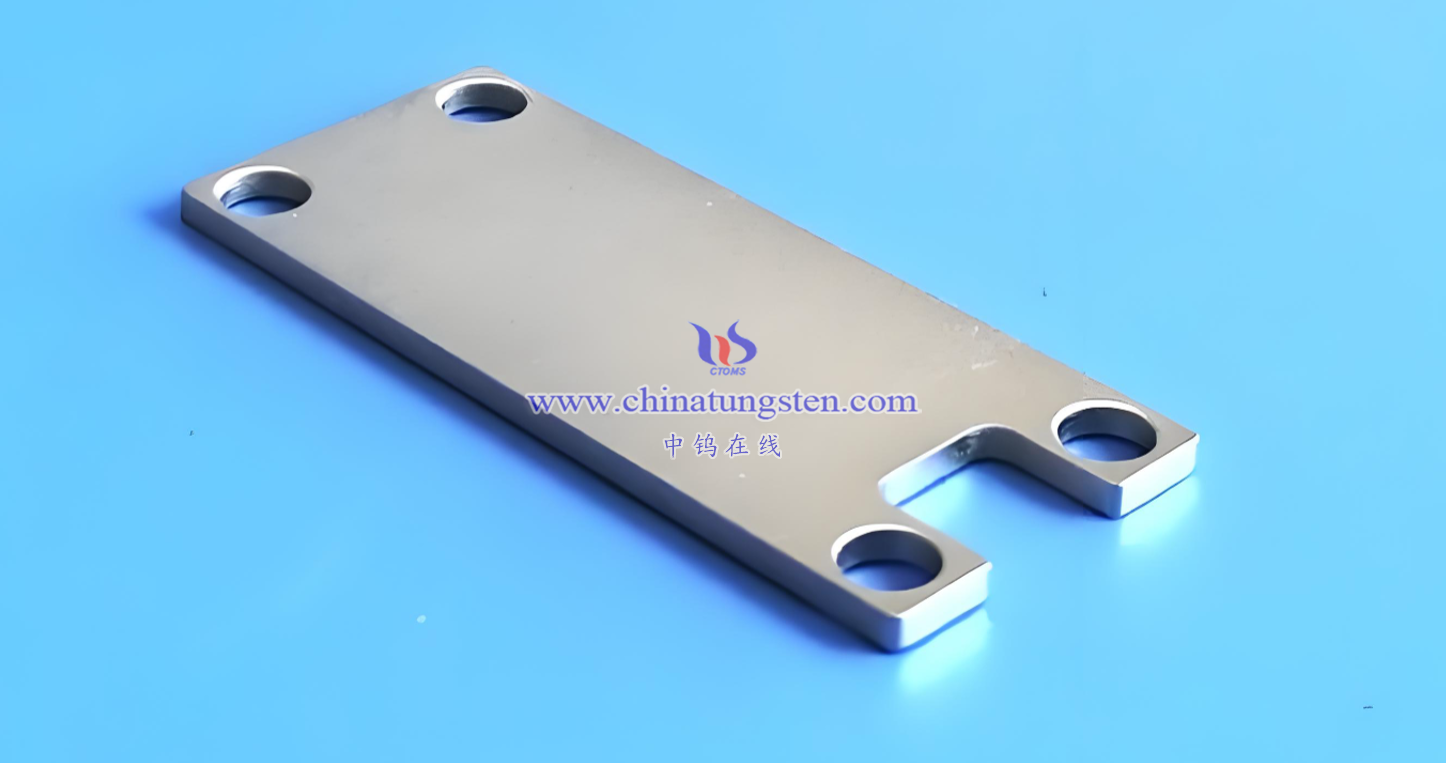
- 高密度配重与平衡块 / 局部辐射屏蔽
工程动因
利用钨的高密度特性,在有限空间内实现最大的质量集中,用于航空航天器的惯性导航系统、陀螺仪、飞机舵机配重、手机振动马达等。同时,铜相的存在使其比纯钨更易加工和连接。
常用配比
W90–W97(如 W93Cu7, W95Cu5)。追求极限密度,铜主要作为粘结剂。
典型工况
空间受限,要求高体积比质量,可能伴随振动和温变。
性能要求
高密度(>17 g/cm³)、良好的尺寸稳定性和机械强度。

按功能的工程选型典型性能参数表
下表展示了若干常用 W-Cu 组成在应用选型时的近似“工程参考值”。实际性能受原料纯度、粉末粒度、烧结工艺(尤其是是否经过熔渗处理)等因素影响显著,采购与设计时请务必以供应商提供的材料数据表(MDS)与实测数据为准。
按功能的工程选型典型性能参数表


+++++++++++++++++++++++++++++++
钨电极客制化定制
中钨智造科技有限公司及其母公司中钨在线在钨钼制品行业长期耕耘近30年,专业从事钨钼制品柔性定制全球服务。中钨智造科技有限公司可以根据客户需求定制加工各类规格、性能、尺寸和牌号的钨钼产品。各类钨铜、钼铜合金详细资料,请访问我们的专业钨电极网站:www.tungsten-copper.com/
钨制品最新优惠价格
微信公众号“中钨在线”每日更新钨粉、钨酸铵等各类钨酸盐、钨制品、高比重钨合金、硬质合金、钨精矿等各类钨制品价格,同时提供业内最专业的微信群供大家交流供求信息,可以随时交流钨粉有关信息。关注“中钨在线”,加入中钨在线微信交流群体,每日钨制品价格、供求信息及时送达,实时交流。更多钨制品市场行情,产品与资料,敬请关注“中钨在线”微信公众号,或访问news.chinatungsten.com 获取每日更新资讯。
联系信息: sales@chinatungsten.com
电话: +86 592 5129696 / 86 592 5129595
扫码关注“中钨在线”微信公众号,每早免费获取实时更新的钨钼稀土制品市场价格和资讯。