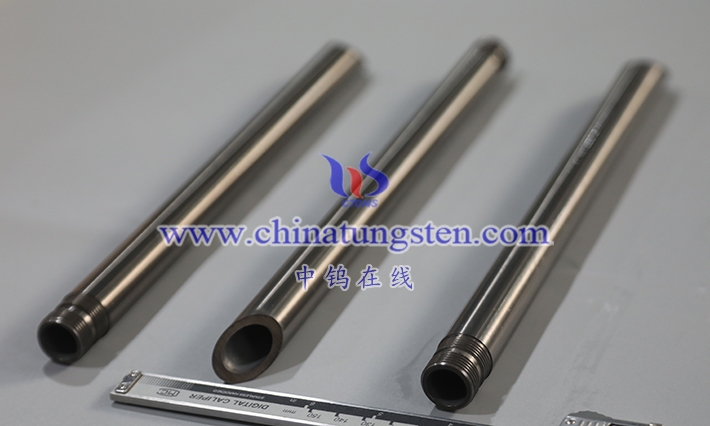
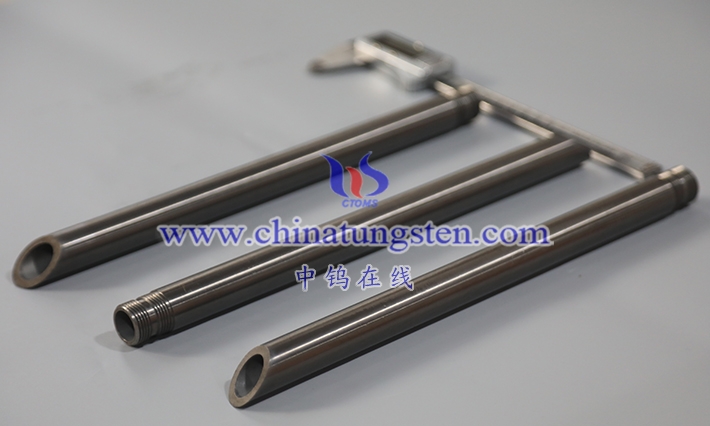
中钨智造硬质合金管挤压成型工艺是指将钨碳化钨(WC)与钴(Co)等混合粉末、黏结剂、增塑剂等经过湿磨、干燥、预压后,通过专用挤压模孔施加高压,使材料从模孔中连续挤出形成所需截面形状的成型方法。这种工艺是将传统塑料成型技术与现代粉末冶金技术相结合,在低温、低压条件下实现等截面、长度不受限制的异形件成型。硬质合金管挤压成型主要针对圆棒料等长管材生产,适用于刀具、钻头、丝锥等硬质合金产品的预成型环节。其核心优势在于能生产长条状制品,而缺点则主要体现在生产效率和材料利用率上。
一、硬质合金管挤压成型工艺的基本原理与特点
中钨智造硬质合金管挤压成型工艺采用粉末冶金混合料(粉末与一定量的黏结剂、增塑剂等组成),将其通过模具孔挤出成型坯件,再经烧结得到最终产品。该工艺可实现等截面、长度不受限制的异形件成型,在低温、低压条件下操作。相比传统压制工艺,挤压成型能显著延长制品长度,适合生产长棒材或管材。典型应用包括印刷电路板微钻、铣刀、铰刀、长杆刀具、丝锥及点阵打印机打印针等前期材料。工艺流程包括湿磨、干燥、掺胶、挤压、干燥消应力,最后烧结脱脂等步骤,烧结温度通常控制在1400-1500℃左右。
二、硬质合金管挤压成型工艺的优点
中钨智造硬质合金管挤压成型工艺具有多方面显著优势。首先,其最大特点是能生产等截面、长度不受限制的异形件,挤压过程中可直接截断成用户所需的任意长度(通常限制在350mm以内),适用于长棒材或管材的大批量生产,生产效率较高。其次,挤压成型在低温、低压条件下操作,相比高温烧结后加工的传统方法,能有效减少烧结应力与变形,所得制品的组织结构更均匀、致密度更高。硬质合金管挤压成型还能实现复杂截面形状的成型,克服了压制工艺在长度和形状上的限制,为刀具、钻头等产品提供了优质的棒材预成型材料,材料利用率和制品质量都较为稳定。
三、硬质合金管挤压成型工艺的缺点
中钨智造硬质合金管挤压成型工艺同样存在一些局限性。首先,生产周期相对较长。挤压工艺需要严格控制粉末混合比例、模具设计及挤压参数,流程复杂,整体生产时间较传统压制或等静压工艺更久。其次,在生产3mm以下小直径圆棒料时,挤压坯件需掐断两头,会导致一定材料浪费。同时,随着棒料长度增加,毛坯的直线度和圆度精度逐渐下降,虽然后期外圆磨可改善,但会增加额外工序。挤压成型对模具的磨损和设备要求也较高,初始投资与维护成本较高,且对环境要求(如润滑剂处理)较严格。这些缺点主要体现在小批量生产和大直径长管材的效率与成本上。
四、硬质合金管挤压成型工艺与其它成型工艺的比较
与模压(压制)工艺相比,硬质合金管挤压成型工艺在长度和形状上更有优势,可直接成型长棒材,减少干料周期,但生产周期更长,与等静压相比则在效率和复杂形状上存在差异。等静压适合大尺寸制品,但挤压成型更灵活地适应刀具棒料的生产需求。相比冷挤压,硬质合金管挤压多为湿法粉末挤压,组织均匀性更好,但表面质量和精度需后期加工。
五、硬质合金管挤压成型工艺的应用前景与优化建议
中钨智造硬质合金管挤压成型工艺在刀具制造领域具有重要地位,随着粉末冶金技术的进步和超细粉末的开发,其在复杂形状和精密尺寸上的应用潜力不断增大。实际生产中,可通过优化粉末混合、模具设计、挤压参数及烧结工艺来提升性能,例如采用改进的增塑剂配方和低应力烧结工艺,以缩短周期、减少浪费并提高直线度。
钨制品客制化定制
中钨智造科技有限公司及其母公司在钨钼制品行业长期耕耘近30年,专业从事钨钼制品柔性定制全球服务。中钨智造科技有限公司可以根据客户需求定制加工各类规格、性能、尺寸和牌号的钨钼产品。各种硬质合金产品详细资料请访问网站:http://www.tungsten-carbide.com.cn/Chinese/index.html
钨制品最新优惠价格
微信公众号“中钨在线”每日更新钨粉、钨酸铵等各类钨酸盐、钨制品、高比重钨合金、硬质合金、钨精矿等各类钨制品价格,同时提供业内最专业的微信群供大家交流供求信息,可以随时交流钨粉有关信息。关注“中钨在线”,加入中钨在线微信交流群体,每日钨制品价格、供求信息及时送达,实时交流。更多钨制品市场行情,产品与资料,敬请关注“中钨在线”微信公众号,或访问news.chinatungsten.com,www.ctia.com.cn 获取每日更新资讯。
联系信息: sales@chinatungsten.com
电话: +86 592 5129696 / 86 592 5129595
扫码关注“中钨在线”微信公众号,每早免费获取实时更新的钨钼稀土制品市场价格和资讯。