选择适合的硬质合金棒规格,需要综合评估最终应用需求、加工条件和性能平衡,以确保棒材在刀具制造或耐磨零件中使用时达到最佳寿命、效率和稳定性。中钨智造科技有限公司及其母公司在钨钼制品行业长期耕耘近30年,专业从事钨钼制品柔性定制全球服务。中钨智造科技有限公司可以根据客户需求定制加工各类规格、性能、尺寸和牌号的钨钼产品。各类硬质合金产品详细资料请访问网站:www.tungsten-carbide.com.cn。
1. 硬质合金棒牌号与成分性能的选择核心
硬质合金棒的牌号直接决定其硬度、耐磨性与韧性的平衡,这是选型最首要的一步。主流WC-Co系棒材中,钴含量和WC晶粒度是两大调控杠杆:钴含量越低、晶粒度越细,硬度与耐磨性越高,但韧性下降;反之,钴含量越高、晶粒度越粗,韧性与抗冲击性越强,但硬度降低。典型选型导向如下:
(1)精加工、高表面质量要求,如铝合金、铸铁、非铁金属、复合材料或高速精铣,优先超细/纳米晶粒(平均晶粒<0.5–0.8μm)、低钴(6%–10%)牌号,硬度可达HRA92–94以上,适合追求刃口锋利和低表面粗糙度。
(2)通用切削、中等载荷,如碳钢、低合金钢、不锈钢,选择亚微细/细晶(0.8–1.3μm)、中等钴(8%–12%)牌号,实现硬度与韧性的较好平衡,适用于大多数立铣刀或钻头基体。
(3)粗加工、重载/间断切削、高冲击,如高合金钢、钛合金、铸铁重切或矿山工具,采用中等/粗晶(1.3–6μm以上)、高钴(12%–20%)牌号,抗崩刃、抗疲劳能力强。
(4)特殊需求:不锈钢或难加工材料选添加TaC/NbC的复合牌号提升抗热震性;耐蚀/无磁场合选无钴(Ni/Fe基)系列;高温/高速切削选含TiC的钨钛钴系。
实际中,许多供应商提供针对性牌号推荐表(如ISO K05–K40对应不同工况),建议结合被加工材料类型(P/M/K/N/S/H组)和切削参数(速度、进给、深度)初步匹配。
2. 硬质合金棒直径与长度的规格匹配
直径和长度需根据最终刀具尺寸、机床夹持能力和加工余量确定。常见商用棒材直径范围为Ø1.0–Ø32mm,或者定制更大尺寸,长度多为310–330mm标准长棒以便于多支刀具切割,或者定制长棒,如50–150mm用于特定刀具。
(1)小直径棒(Ø2–Ø8mm):适合微型刀具、PCB钻、精密铣刀,优先超细晶低钴牌号,确保刃口强度。
(2)中等直径棒(Ø8–Ø16mm):最通用范围,适用于标准立铣刀、钻头,兼顾韧性和刚性。
(3)大直径棒(Ø16mm以上):用于重型铣刀或大规格钻头,宜选较高钴含量以防断裂。 长度选择时考虑切割损耗,通常留5–10mm余量,和夹持稳定性,长棒经济性更高但需注意直线度和跳动公差,精磨棒跳动<0.002–0.005mm。
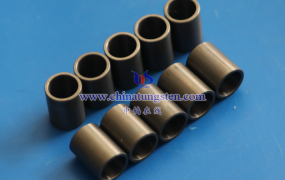
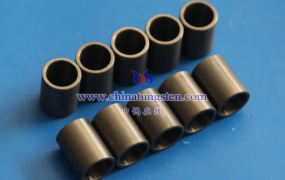
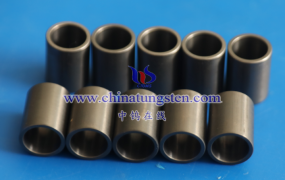
3. 硬质合金棒结构形式与表面状态的针对性选择
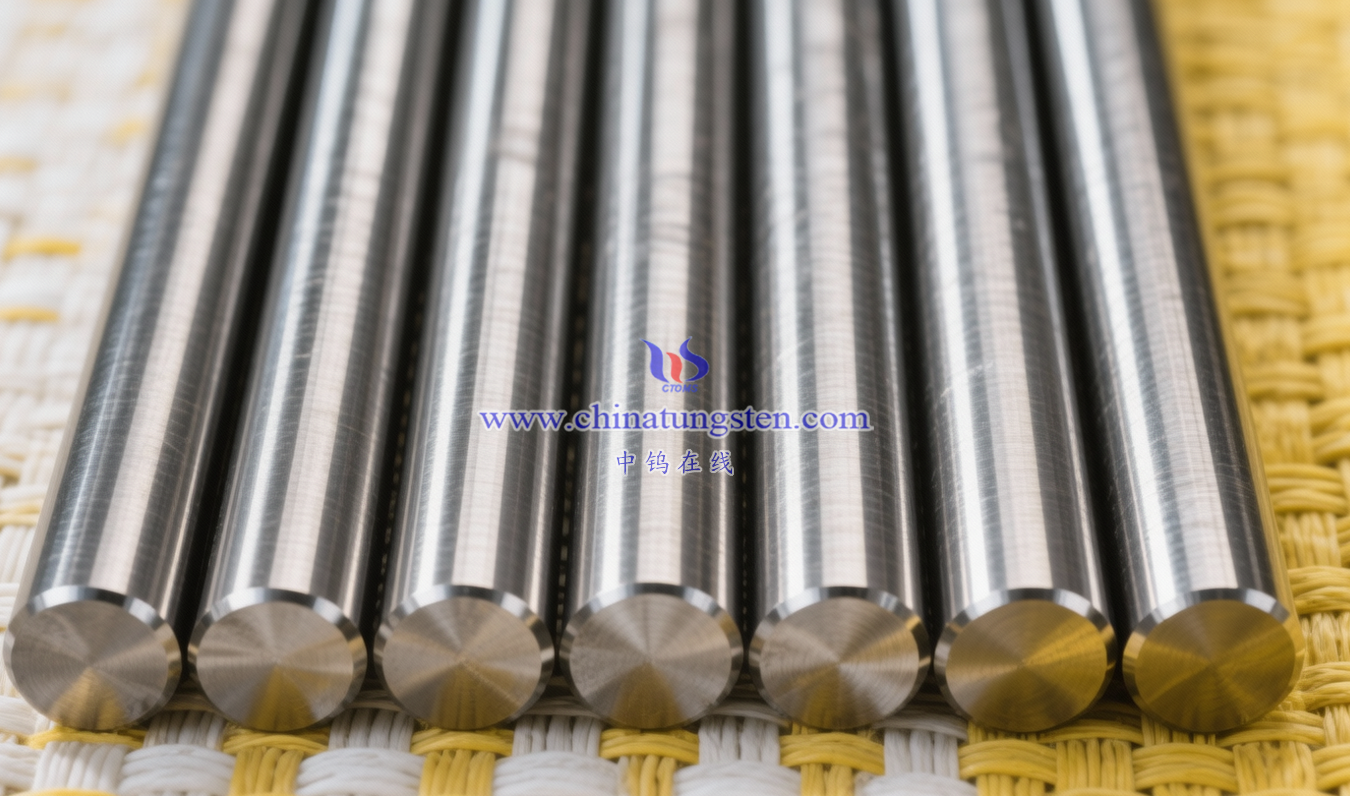
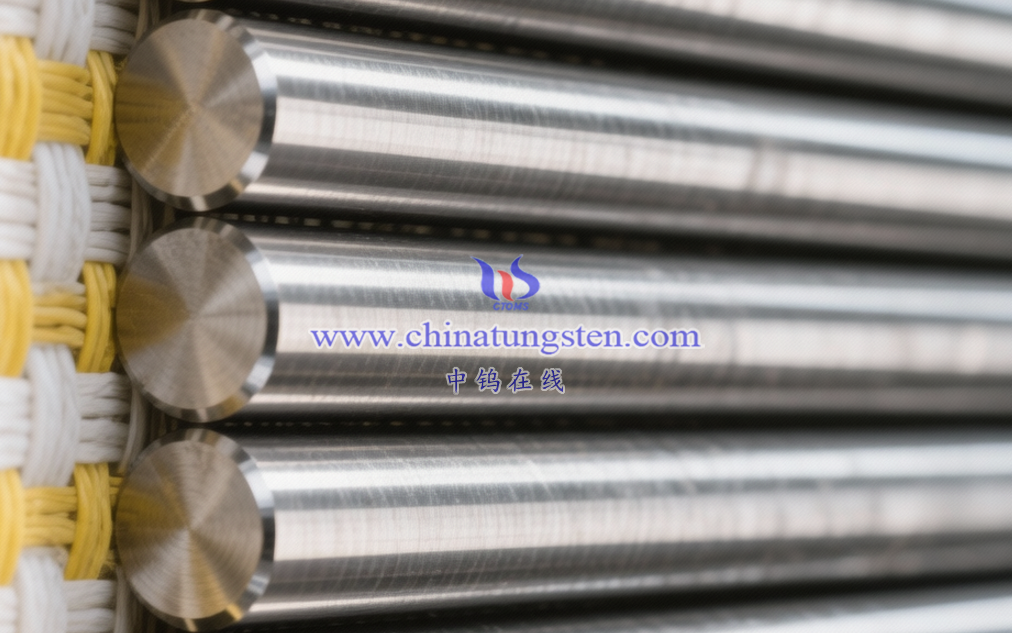
(1)实心棒:最常见、经济,用于标准整体刀具。
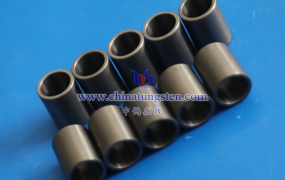
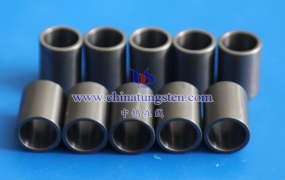
(2)带冷却孔棒:内冷式(中心直孔、双直孔、螺旋孔)显著改善切削区散热和排屑,适合深孔钻、铣削不锈钢/钛合金等易粘刀材料;螺旋孔冷却液排出更顺畅,但成本较高。
(3)表面状态:毛坯棒/烧结态成本低,后续需磨削;精磨棒直接使用,减少加工量;带倒角棒便于夹持和减少应力集中。
4. 硬质合金棒选型的综合工程实践建议
选型时优先明确应用场景,如切削对象、机床类型、切削参数、预期寿命,然后从牌号入手,再匹配直径/长度/结构。详细请咨询中钨智造科技有限公司sales@chinatungsten.com。
钨制品最新优惠价格
微信公众号“中钨在线”每日更新钨粉、钨酸铵等各类钨酸盐、钨制品、高比重钨合金、硬质合金、钨精矿等各类钨制品价格,同时提供业内最专业的微信群供大家交流供求信息,可以随时交流钨粉有关信息。关注“中钨在线”,加入中钨在线微信交流群体,每日钨制品价格、供求信息及时送达,实时交流。更多钨制品市场行情,产品与资料,敬请关注“中钨在线”微信公众号,或访问news.chinatungsten.com,www.ctia.com.cn 获取每日更新资讯。
联系信息: sales@chinatungsten.com
电话: +86 592 5129696 / 86 592 5129595
扫码关注“中钨在线”微信公众号,每早免费获取实时更新的钨钼稀土制品市场价格和资讯。