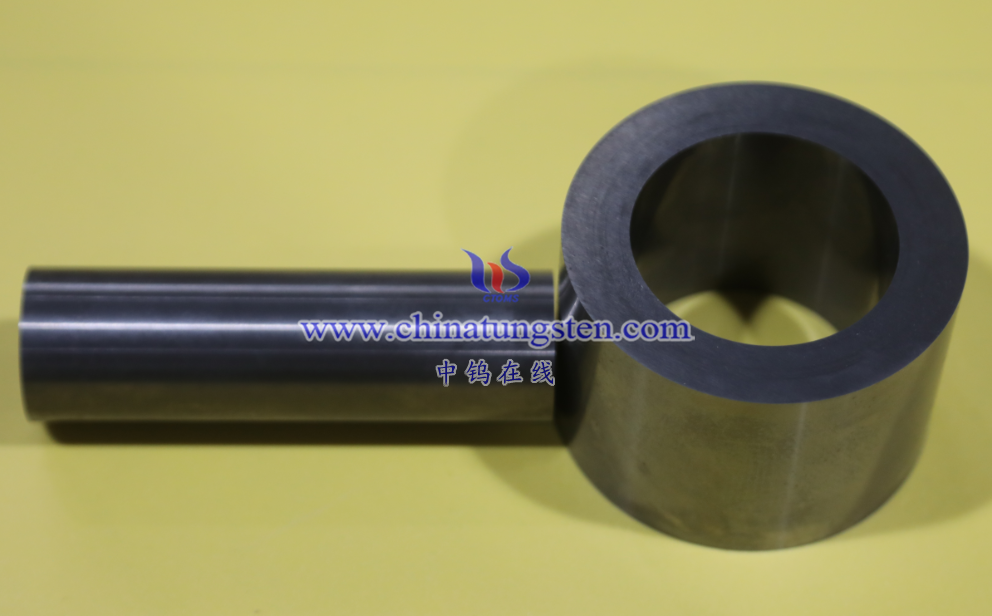
硬质合金衬套是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金部件,又称钨钢衬套或硬质合金轴套。硬质合金的制备以粉末冶金为核心,总体工艺流程包括原料制备与混合、成型、烧结以及后续的深加工等主要阶段。衬套作为套筒类零件,其成型工艺对圆度、同心度和致密均匀性有特殊要求,生产中通常优先采用冷等静压成型工艺以保证质量。
一、混料:原料准备与混合
硬质合金衬套的原料以碳化钨(WC)粉末为硬质相主体,以金属粘结剂为韧性相。根据使用需求不同,粘结金属可以选择钴(Co)、镍(Ni)或铁(Fe)等,其中钴(Co)是最常用的粘结金属。除了碳化钨(WC)体系之外,硬质合金还包括碳化钛(TiC)基、碳化钽(TaC)基、碳化铌(NbC)基等多元碳化物体系,粘结相也可根据功能要求选择镍(Ni)基合金或钢基体等。
对于硬质合金衬套的制备,首先将硬质相粉末和粘结金属粉末按一定比例进行混合。以典型的碳化钨–钴(WC–Co)体系为例,碳化钨(WC)含量通常在80%至95%之间,粘结剂(Co)含量在5%至20%之间,具体比例根据衬套的使用性能要求而定。粉末的粒径控制非常关键,通常碳化钨(WC)粉粒径控制在0.2至2.0微米之间,钴(Co)粉粒径控制在0.5至1.5微米之间。
混合过程一般在球磨机中进行湿法球磨,以乙醇或汽油等为湿磨介质,球磨时间可达24至72小时,以确保粉末均匀混合。在球磨过程中,常加入石蜡或乙醇作为有机粘结剂和成型剂,以防止粉末团聚并改善后续的压制性能。混合完成后,采用喷雾干燥塔进行干燥处理,干燥温度约为150至200摄氏度,然后将粉末筛分至粒径40至150微米,保证粉末具有良好的流动性和充模性能。对于无磁硬质合金衬套,常以镍(Ni)或镍钼合金粉作为粘结相替代钴(Co),以避免磁性的产生。
二、成型:将粉末压制成衬套毛坯
成型工艺是将混合好的粉末压制成具有一定密度、强度和形状的衬套毛坯。对于衬套这类圆筒形零件,由于壁厚均匀性和同心度要求较高,生产中通常优先采用冷等静压成型,该工艺通过各向同等的压力压制粉末,可获得密度高度均匀的坯体,有效避免单向压制中常见的密度梯度问题。
冷等静压(CIP)的原理是将混合好的粉末装入柔性模具(如橡胶袋或聚氨酯袋)中,然后将模具浸入高压液体介质(水和油的混合乳液或油)中,通过液体传递压力,使粉末各个表面受到相等的压强,从而压制成型。压制压力通常在200至400兆帕(MPa)之间,压制后的毛坯密度可达到理论密度的60%至70%。采用等静压压制,毛坯各部位的密度均匀性可超过95%,密度偏差小于1%,这对于衬套这类需要内外圆同心、壁厚均匀的套筒零件尤为关键。
对于尺寸较小或形状较简单的衬套,也可以采用单向模压成型,即将混合好的粉末放入模具中,通过液压机施加单向压力进行压制,压制压力一般在100至300兆帕之间。粉末填充模具后,压力沿轴向传递,使粉末颗粒发生重排和塑性变形,形成具有一定强度的坯体。无论是模压还是等静压,压制后的毛坯密度约为6.5至8.0克每立方厘米(g/cm³),约为理论密度的50%至60%。
三、烧结:使毛坯致密化与合金化
烧结是粉末冶金工艺的核心环节,其作用是将压制成型的毛坯在高温下加热,使粘结金属熔化并填充在硬质相颗粒之间,形成致密的硬质合金结构。硬质合金的烧结属于液相烧结,即在粘结相呈液相的条件下进行。
烧结通常在真空烧结炉中进行,烧结温度根据合金成分不同而有所差异。对于碳化钨–钴(WC–Co)体系,烧结温度一般在1350至1500摄氏度之间;对于碳化钛(TiC)基钢结硬质合金,烧结温度约在1390至1470摄氏度之间。烧结过程包括多个阶段:首先是增塑剂脱除,随着温度升高,成型剂逐渐分解或汽化并从烧结体中排出;随后是脱气、固相烧结阶段,粉末表面氧化物被还原,粘结金属粉末开始产生回复和再结晶;接着升温至液相烧结温度,粘结金属熔化并流动填充颗粒间隙,实现合金化与致密化;最后是溶解析出过程,晶粒进一步长大并形成致密的合金组织。
烧结气氛也很重要,通常采用真空环境或氢气气氛,以防止粉末氧化。真空烧结有利于氧化物的还原和烧结体内气体的解吸与排除,大大减少气体介质的影响,使制备工艺更易于控制。烧结后的硬质合金衬套毛坯相对密度可达到理论密度的99.5%以上,孔隙等级可达到A00至A02级别。为了提高致密性和消除内部孔隙,部分衬套产品还可以在烧结后进一步进行热等静压(HIP)处理,典型条件为约1400摄氏度、100兆帕压力、保温2小时,在氩气气氛中进行。

四、后处理与精加工
烧结得到的硬质合金衬套毛坯还需要经过一系列后处理和精加工,才能达到最终产品的尺寸精度和表面质量要求。
首先进行切割与车削加工。如果烧结后衬套的尺寸不符合最终要求,需要进行切割和车削。切割可以使用电火花线切割等方法将衬套从烧结坯体上分离出来,车削则在车床上对外圆和内孔进行加工,以达到设计的尺寸精度。对于内径精度要求较高的衬套,需要使用高精度车床进行内孔车削,并严格控制切削参数。
磨削加工是获得高尺寸精度和良好表面质量的关键工序。通过外圆磨床和内圆磨床对衬套的内外表面进行磨削加工,可使衬套的表面粗糙度达到Ra0.8至Ra0.1微米的水平,满足高精度机械部件的配合要求。对于硬度较高的硬质合金衬套,需使用硬度合适的砂轮并控制磨削工艺参数。
此外,硬质合金衬套还可根据需要经过抛光处理,内孔可研磨抛光至镜面精度。最终产品还需要进行密度、硬度和显微组织等各项性能检验,确保符合使用要求。
钨制品客制化定制
中钨智造科技有限公司及其母公司在钨钼制品行业长期耕耘近30年,专业从事钨钼制品柔性定制全球服务。中钨智造科技有限公司可以根据客户需求定制加工各类规格、性能、尺寸和牌号的钨钼产品。各类硬质合金产品详细资料请访问网站:www.tungsten-carbide.com.cn。
钨制品最新优惠价格
微信公众号“中钨在线”每日更新钨粉、钨酸铵等各类钨酸盐、钨制品、高比重钨合金、硬质合金、钨精矿等各类钨制品价格,同时提供业内最专业的微信群供大家交流供求信息,可以随时交流钨粉有关信息。关注“中钨在线”,加入中钨在线微信交流群体,每日钨制品价格、供求信息及时送达,实时交流。更多钨制品市场行情,产品与资料,敬请关注“中钨在线”微信公众号,或访问news.chinatungsten.com,www.ctia.com.cn 获取每日更新资讯。
联系信息: sales@chinatungsten.com
电话: +86 592 5129696 / 86 592 5129595
扫码关注“中钨在线”微信公众号,每早免费获取实时更新的钨钼稀土制品市场价格和资讯。