电子级高纯钨粉制备技术
第一部分 原料纯化与前驱体制备的深度解析
中钨智造科技有限公司
一、电子级高纯钨粉的定义和等级划分
什么是电子级高纯钨粉?
电子级高纯钨粉是以粒径达到微米级或亚微米级范围、具有高比表面积和高表面活性的超细氧化钨(Ultrafine Tungsten Oxide,WO₃)作为制备的超细钨粉。电子级高纯钨粉(Electronic Grade High-Purity Tungsten Powder)是指专门用于半导体、集成电路、电子元器件、显示器件及先进电子材料制造的高纯度钨粉,其钨含量通常达到99.95%~99.999%以上,并对钠、钾、铁、镍、铬、钙等金属杂质以及氧、碳、硫、磷等非金属杂质进行严格控制。
电子级高纯钨粉并非简单意义上的高纯金属粉末,与普通冶金用钨粉相比,电子级高纯钨粉不仅要求纯度极高,还要求粒度均匀、颗粒形貌可控、批次稳定性好,以满足半导体溅射靶材、化学气相沉积(CVD)前驱材料、集成电路金属互连、高端电子陶瓷及显示面板等领域对材料导电性、可靠性和洁净度的严格要求,是现代电子信息产业关键基础材料之一。电子级高纯钨粉的技术难点不仅在于钨主含量足够高,更在于痕量杂质控制、晶粒尺寸控制、粉末形貌控制、表面化学状态控制以及批次一致性控制。普通冶金级钨粉的应用目标是保证烧结性能和力学性能,而电子级钨粉则必须满足器件级应用要求,其评价体系更加严格。

按照工业界常用标准,可将高纯钨粉划分如下:
高纯钨粉纯度等级
| 纯度等级 | 钨含量 | 常用表示方法 | 典型用途 |
| 冶金级 | ≥99.90% | 3N | 硬质合金、普通钨材 |
| 高纯级 | ≥99.95% | 3N5 | 高性能钨制品 |
| 电子级 | ≥99.99% | 4N | 钨靶材、电子器件 |
| 超高纯级 | ≥99.999% | 5N | 半导体沉积材料 |
| 极高纯级 | ≥99.9999% | 6N | 前沿微电子领域 |
需要特别指出的是:所谓99.99%纯度,并不意味着所有杂质总和仅为100 ppm。在电子工业中,杂质评价通常采用关键元素限量的方式进行,即:即使总杂质满足要求,若Na、K、Fe、Mo等关键元素超标,产品仍然无法用于电子领域。
二、为什么电子工业对钨粉纯度要求如此苛刻
钨作为高熔点、高可靠性的功能金属,在集成电路制造、功率半导体、先进封装和电子陶瓷领域具有不可替代的重要地位。随着芯片工艺节点从90 nm、28 nm不断发展至7 nm、5 nm甚至3 nm以下,器件特征尺寸已进入纳米尺度,任何微量杂质都可能对器件性能和长期可靠性产生放大效应。因此,电子工业对于钨粉纯度的要求远高于传统硬质合金和粉末冶金行业,电子级钨粉的纯度通常要求达到99.99%(4N)、99.999%(5N)甚至99.9999%(6N)以上。
钨之所以被广泛应用于微电子工业,首先源于其优异的电学性能。钨在20℃时的体积电阻率约为5.3~5.6×10⁻⁸ Ω·m,虽然高于铜和银,但明显低于钼、钽等多数高熔点金属。同时钨具有较高的电子迁移率稳定性,在高温条件下电阻变化较小,适用于集成电路中的接触塞(Contact Plug)、通孔填充(Via Fill)、字线(Word Line)以及栅极电极等关键结构。在先进CMOS器件中,钨接触孔的尺寸已缩小至几十纳米量级,此时杂质引起的局部电阻变化可能导致整个器件性能偏移。
钨的第二个重要优势是极高的熔点和优异的抗电迁移能力。钨的熔点高达3422℃,居所有纯金属之首。相比曾广泛使用的铝互连材料,钨在高电流密度条件下具有更强的抗原子迁移能力。研究表明,在10⁶ A/cm²以上的工作电流密度下,钨薄膜仍能保持较好的结构稳定性,而铝互连则容易发生空洞(Void)和丘陵(Hillock)现象。在先进逻辑芯片、DRAM和3D NAND器件中,钨已经成为接触层和局部互连的重要材料之一。
此外,钨还具有较低的热膨胀系数。其线膨胀系数约为4.5×10⁻⁶/K,与硅(2.6×10⁻⁶/K)、氮化铝(4.5×10⁻⁶/K)和部分先进陶瓷材料较为接近。这种良好的热匹配特性能够显著降低器件在热循环过程中产生的热应力,从而减少界面开裂、金属剥离以及焊点失效等问题,对于功率半导体和先进封装尤为重要。
然而,正因为器件尺寸极小、性能要求极高,电子工业对于钨粉中的杂质控制极其严格。其中最敏感的是碱金属杂质。钠(Na)和钾(K)在二氧化硅和栅介质中具有较高迁移率,在电场作用下能够发生离子漂移。当这些离子进入MOS器件栅氧化层后,会导致固定电荷增加,从而引起阈值电压漂移、漏电流增大、栅氧化层可靠性下降甚至器件失效。因此,半导体行业通常要求Na和K含量分别低于0.5 ppm,在部分先进制程材料中甚至要求低于0.1 ppm。
铁(Fe)、镍(Ni)、铬(Cr)、铜(Cu)等过渡金属杂质同样是严格控制对象。这些元素在硅中的扩散速度较快,会在禁带中形成深能级缺陷中心,导致载流子寿命缩短。例如,当硅中铁浓度达到10¹¹~10¹² atoms/cm³时,就可能明显降低少子寿命,影响器件开关速度和功率转换效率。因此,电子级钨粉中Fe、Ni、Cr、Cu等杂质通常控制在1 ppm以下,高端产品则要求低于0.1 ppm。
非金属杂质的控制同样关键。氧含量过高会导致钨粉表面形成氧化层,在烧结过程中产生气孔和夹杂缺陷,降低材料致密度和导电性能。一般电子级钨粉氧含量控制在500 ppm以下,高端靶材级钨粉可控制在100~300 ppm范围。碳杂质则可能与钨形成碳化钨(WC)相,这些第二相会显著影响溅射靶材组织均匀性和薄膜沉积质量,因此通常要求碳含量低于100 ppm。硫、磷等元素虽然含量极低,但会在晶界偏聚,降低材料高温稳定性和机械性能,其控制水平通常在10 ppm以下。
对于半导体溅射靶材生产而言,纯度要求更进一步提高。先进集成电路所使用的钨靶材纯度一般要求达到99.995%(4N5)以上,高端逻辑芯片和存储芯片领域则普遍采用99.999%(5N)级钨材料。其中总金属杂质含量通常要求低于50 ppm,而关键有害元素总量往往控制在10 ppm以内。部分先进工艺甚至要求采用区熔提纯或电子束熔炼工艺,使单项杂质降低至ppb(十亿分之一)级水平。
在先进制程中,一个看似微不足道的杂质颗粒也可能造成严重后果。例如,当钨粉中存在尺寸大于0.1 μm的金属夹杂物时,在后续靶材制备和薄膜沉积过程中可能形成颗粒缺陷(Particle Defect)。对于7 nm以下制程芯片而言,这类颗粒足以造成线路短路或开路,从而导致整个晶圆报废。因此,除了化学纯度外,电子级钨粉还必须严格控制颗粒形貌、粒径分布、团聚程度以及夹杂物数量。
正因如此,电子级高纯钨粉的生产通常需要采用高纯APT原料、超净还原工艺、高纯氢气保护系统以及全流程洁净环境控制。其制造难度远高于普通钨粉,产品附加值也可达到传统冶金级钨粉的数倍甚至数十倍。从材料科学角度看,电子工业对钨粉纯度的苛刻要求,本质上是现代半导体器件对原子级缺陷控制需求的直接体现。随着芯片工艺不断向更小尺寸发展,未来电子级钨粉的纯度标准仍将持续提高,部分关键杂质控制水平有望从当前的ppm级进一步迈向ppb级。
高纯钨粉痕量杂质及其影响
| 污染元素 | 杂质影响 | 典型含量要求 |
| Fe | 形成深能级缺陷,降低器件寿命 | Fe≤1 ppm |
| Mo | 钼钨性质相近极难分离,影响靶材均匀性、蒸镀、再结晶温度 | 先进靶材要求Mo≤2 ppm |
| Si、Al | 影响烧结行为,改变晶界迁移特性 | Si≤1 ppm、Al≤1 ppm |
| 说明 | Na、K污染可能导致MOS器件阈值漂移、栅氧化层击穿、漏电流增加。半导体行业常要求Na<0.5 ppm、K<0.5 ppm。 | |

三、原料体系的选择
电子级钨粉的纯度控制始于原料端。对于最终产品而言,后续提纯工艺虽然能够显著降低杂质含量,但原料中杂质的种类、浓度以及存在形态往往决定了最终可达到的纯度上限。从产业实践来看,电子级钨粉的生产主要依赖天然钨资源路线和二次资源回收路线两大原料体系。其中,天然钨精矿路线目前仍是全球电子级钨粉生产的主流,而二次资源路线则随着半导体和电子工业的发展呈现快速增长趋势。
3.1 天然钨精矿路线——目前电子级钨粉生产的主流路线
天然钨资源主要来源于白钨矿(CaWO₄)和黑钨矿(Fe,MnWO₄)。全球钨资源中,这两类矿石占据绝对主导地位,也是APT(仲钨酸铵)和高纯氧化钨生产的主要原料来源。目前绝大多数电子级钨粉仍然采用矿石→APT→高纯氧化钨→电子级钨粉的工艺路线。该路线最大的优势在于资源储量丰富、供应链成熟以及生产成本相对较低。经过多年发展,钨冶炼行业已经建立起完善的矿石分解、萃取净化、离子交换和结晶提纯技术体系,能够实现大规模稳定生产。此外,天然矿石来源稳定,原料批次差异相对可控,有利于电子级产品的长期一致性管理。然而,天然矿石体系最大的挑战在于杂质来源复杂。白钨矿中通常伴生钙、镁、硅、磷等元素,而黑钨矿则天然含有较高含量的铁、锰等过渡金属元素。此外,根据矿床类型不同,还可能伴生钼、砷、锡、铋、钛、铌、钽等微量元素。
典型钨精矿中的杂质组成
| 杂质元素 | 含量范围 |
| Fe | 0.1%~5% |
| Mn | 0.1%~10% |
| Ca | 0.05%~3% |
| Mg | 0.01%~1% |
| Si | 0.01%~2% |
| P | 10~500 ppm |
| As | 10~1000 ppm |
| Mo | 50 ppm~1% |
其中,钼(Mo)是最难分离的杂质之一。由于钼和钨同属ⅥB族元素,化学性质高度相似,在湿法冶金过程中往往表现出相近的溶解、萃取和结晶行为。因此,在电子级APT生产过程中,往往需要增加专门的脱钼工艺,如硫化沉淀法、溶剂萃取法或离子交换法,将钼含量从数百ppm降低至1 ppm以下。砷(As)和磷(P)虽然含量通常较低,但由于属于半导体工业中的高危杂质,同样需要重点控制。特别是在后续高温还原过程中,这些元素可能形成挥发性化合物并重新分布,对产品纯度产生不利影响。
目前先进电子级钨粉生产企业通常要求进入APT工序前的原料经过多级净化处理,使主要金属杂质降低至几十ppm水平,再通过后续深度提纯工艺实现4N~5N级纯度。
3.2 二次资源路线
随着半导体制造、显示面板、光伏电子和先进封装产业的发展,含钨废料的回收利用逐渐成为电子级钨粉的重要原料来源。主要来源包括:报废钨溅射靶材、半导体制造残余钨材料、
废旧钨丝及灯丝材料、钨电极和高温钨部件、集成电路制造废料、硬质合金回收料中的高纯钨组分。 与天然矿石相比,二次资源往往具有明显更高的钨品位。例如:钨靶材:W含量通常>99.95%;钨丝材料:W含量通常>99.9%;半导体残料:W含量可达99%以上。 因此,从理论上讲,二次资源路线能够显著减少前端矿石冶炼过程,提高资源利用效率,并降低单位产品的碳排放水平。
然而,二次资源体系并非天然适用于电子级产品生产,其最大的挑战在于污染来源更加复杂且具有不可预测性。例如,废旧钨靶材在长期使用过程中可能引入:Cu(铜)、Al(铝)、Ti(钛)、Ta(钽)等来自芯片制造设备的污染。硬质合金回收料则常含有:Co(钴)、Ni(镍)、、Fe(铁)等粘结相元素。部分电子封装材料还可能引入Ag(银)、Au(金)、Pd(钯)等贵金属残留。这些杂质虽然总量不高,但由于属于电子工业中的关键有害元素,其控制难度往往高于天然矿石中的常规杂质。例如Cu在硅中的扩散系数远高于多数金属;Ni会形成深能级缺陷中心;Co可能影响薄膜沉积均匀性;Na、K等碱金属污染甚至可能来自回收过程中的清洗药剂。因此,电子级再生钨原料必须建立专门的净化体系,通常包括选择性溶解、萃取分离、离子交换、再结晶提纯、等离子体净化、区域熔炼辅助提纯。
对于高端半导体用钨粉,回收料通常不会直接进入最终产品体系,而是作为补充原料与高纯APT路线结合使用,通过全流程质量追溯和杂质监控确保最终纯度达标。从行业发展趋势看,天然矿石路线仍将是未来相当长时期内电子级钨粉生产的主体,而二次资源路线则将在半导体靶材回收、高纯钨循环利用和绿色制造背景下发挥越来越重要的作用。随着高效分离技术和超高纯提纯工艺的发展,未来部分电子级钨粉产品有望实现以高纯再生钨为主要原料,在保障5N甚至6N纯度的同时显著降低资源消耗和生产成本。

四、APT为什么是电子级钨粉最重要的中间体
在整个钨产业链中,APT(Ammonium Paratungstate,仲钨酸铵)被普遍认为是连接资源端与材料端的核心枢纽,甚至被业内称为钨工业的结晶心脏。从天然钨精矿到高纯氧化钨、超细钨粉、电子级钨粉、半导体钨靶材以及先进钨基功能材料的生产过程中,绝大多数高端制备路线最终都会回归APT体系。这不仅是因为APT具有优异的化学稳定性和工业化成熟度,更重要的是其具备钨工业中最强的杂质净化能力和最优秀的粒度调控能力,是实现电子级高纯钨材料生产的关键中间体。
APT的化学式通常表示为:(NH₄)₁₀H₂W₁₂O₄₂·4H₂O
其本质是一种多聚钨酸盐晶体。在溶液中,钨元素并非以简单WO₄²⁻形式存在,而是形成复杂的钨氧多面体团簇结构。这种特殊结构赋予APT极强的选择性结晶能力,使钨与多数杂质元素能够在结晶过程中实现有效分离。对于电子级钨粉生产而言,APT最大的价值首先体现在其高纯化能力。与金属钨直接提纯相比,APT处于溶液化学体系中,可以充分利用溶解度差异、络合效应、离子交换和重结晶等手段实现深度净化。工业生产中常采用多级溶解—过滤—离子交换—蒸发结晶工艺,每进行一次高质量重结晶,部分杂质即可降低一个数量级以上。例如:
| 杂质元素 | 粗APT(ppm) | 一次重结晶后(ppm) | 多次重结晶后(ppm) |
| Fe | 50~100 | 5~10 | <1 |
| Mn | 30~80 | 3~8 | <1 |
| Ca | 50~200 | 5~20 | <1 |
| Na | 10~50 | 1~5 | <0.5 |
| K | 10~50 | 1~5 | <0.5 |
对于半导体行业最敏感的Na、K等碱金属杂质,APT结晶体系尤其具有优势。由于钨酸铵晶体生长过程中对碱金属离子的排斥作用,经过多级重结晶后,Na和K含量可以降低至亚ppm级水平,这是许多直接金属提纯工艺难以实现的。
APT的第二个重要作用是实现形貌和粒度控制。电子级钨粉不仅要求高纯度,还要求颗粒尺寸均匀、粒径分布窄、烧结性能稳定,而这些特性在很大程度上来源于APT晶体本身。APT晶体在煅烧过程中发生如下转化:APT→ 偏钨酸铵(AMT)→ 氧化钨(WO₃)→ 金属钨粉(W)。
在这一过程中,存在明显的形貌遗传效应(Morphology Inheritance Effect),即APT晶体的尺寸、长径比和团聚状态会部分继承到氧化钨和最终钨粉中。例如:10~20 μm的APT晶体通常形成2~5 μm级WO₃颗粒; 超细APT晶体可制备亚微米级WO₃;纳米级WO₃经过低温还原可获得超细钨粉。因此,在电子级钨粉生产中,APT结晶工艺实际上承担着第一次粒度工程设计的任务。
工业生产中常通过控制以下参数调节APT晶体尺寸:钨浓度;氨浓度;pH值;结晶温度;冷却速率;晶种添加量;搅拌速度。目前高端APT生产线可将晶体粒度分布控制在±10%以内,为后续超细氧化钨和电子级钨粉生产提供稳定原料。APT的第三个重要优势在于其优异的化学稳定性和工业适应性。APT属于常温稳定晶体,不易吸潮,不易氧化,也不存在金属钨粉易燃、易氧化的问题。其钨含量高达约88.5%(以WO₃计约89%),运输和储存过程安全可靠,适合大规模工业化生产和国际贸易。目前全球钨产业基本形成统一的APT贸易体系。无论是硬质合金企业、钨材企业还是电子材料企业,APT都是最常见的标准化中间产品。因此APT不仅是技术中间体,同时也是产业链中的核心计价产品。
APT纯度与最终电子级钨粉纯度之间存在明显的传递关系。虽然在APT之后仍需经历煅烧、还原、粉体处理等多个工序,但后续工艺更多是保持纯度,而非大幅提升纯度。因此APT阶段往往决定了最终产品能够达到的纯度上限。一般情况下APT和钨粉纯度的对应关系如表:
| APT纯度 | 对应电子级钨粉纯度水平 |
| 99.95%(3N5) | 99.9%~99.95% |
| 99.995%(4N5) | 99.99%~99.995% |
| 99.999%(5N) | 可达到99.999%级钨粉 |
| 99.9999%(6N) | 有机会获得6N级及以上钨粉 |
需要指出的是,这种对应关系并非简单线性关系。APT达到5N以后,决定最终钨粉纯度的关键因素往往不再是原料本身,而是后续煅烧炉、还原炉、高纯氢气系统、石英管路、粉体输送系统以及洁净环境管理水平。换句话说,APT提供了达到超高纯度的可能性,而最终能否实现这一纯度,则取决于整个生产体系的杂质控制能力。
对于当前先进半导体用钨靶材、存储芯片接触材料以及先进封装领域所使用的5N~6N级电子钨材料而言,高纯APT仍然是最成熟、最经济、最可工业化的纯化平台。正因如此,无论是传统矿石路线还是高纯再生钨路线,最终几乎都会重新回到APT结晶体系,通过其卓越的重结晶净化能力实现杂质控制和粒度调控。因此,从现代钨材料工业的角度看,APT不仅是生产流程中的一个中间体,更是决定电子级钨粉品质、纯度和一致性的核心基础材料。
五、钼杂质分离:电子级钨粉制备最困难的环节
在电子级钨粉的制备过程中,许多人往往认为铁、铜、钙、钠、钾等杂质控制最为困难。然而从实际生产和分离科学角度来看,真正决定高纯钨材料制备难度的往往是钼(Mo)杂质。对于高纯APT、电子级氧化钨以及5N以上电子级钨粉生产而言,脱钼工艺通常是整个提纯流程的核心技术环节,其技术复杂程度和成本贡献远高于绝大多数其他杂质控制步骤。造成这一现象的根本原因在于钼与钨在元素周期表中同属第ⅥB族过渡金属元素,二者具有极其相近的电子结构和化学行为。从化学本质上讲,许多常规杂质与钨之间存在明显差异,例如铁、钙、镁等元素容易通过沉淀、萃取或离子交换实现选择性去除,而钼则几乎在所有湿法冶金条件下都表现出与钨高度一致的反应特征。
钨与钼的主要化学性质比较
| 性质 | 钨(W) | 钼(Mo) |
| 周期表位置 | 第ⅥB族 | 第ⅥB族 |
| 主要价态 | +6 | +6 |
| 主要阴离子 | WO₄²⁻ | MoO₄²⁻ |
| 配位行为 | 高度相似 | 高度相似 |
| 离子半径 | 约0.60 Å | 约0.59 Å |
| 氧化物 | WO₃ | MoO₃ |
| 酸碱性质 | 相近 | 相近 |
| 溶解行为 | 相近 | 相近 |
尤其是在APT生产所涉及的碱性溶液体系中,钨和钼分别以钨酸根(WO₄²⁻)和钼酸根(MoO₄²⁻)形式存在。两种阴离子的电荷数、空间结构以及水合行为极为接近,因此传统沉淀法几乎无法实现有效分离。例如,在酸化沉淀过程中:
WO₄²⁻ + 2H⁺ → H₂WO₄↓
MoO₄²⁻ + 2H⁺ → H₂MoO₄↓
两者往往同时发生沉淀,共沉淀现象十分严重。同样,在APT结晶过程中,如果脱钼控制不充分,钼极易以类质同象替代或夹带形式进入APT晶体内部,导致后续氧化钨和钨粉中残留钼杂质。对于普通硬质合金用钨粉而言,几十ppm甚至数百ppm的钼含量通常不会造成明显影响。但对于电子级钨材料而言,情况完全不同。
在半导体用钨靶材和集成电路沉积材料中,钼杂质可能带来以下问题:
第一,改变薄膜电学性能。
钼电阻率约为5.2×10⁻⁸ Ω·m,与钨相近,但当其以非均匀形式分布时,会导致局部电阻波动和薄膜组织不均匀。
第二,影响晶粒生长行为。
钼能够改变钨薄膜的结晶动力学,导致晶粒尺寸分布变化,从而影响后续化学机械抛光(CMP)和薄膜应力控制。
第三,影响半导体器件可靠性。
在先进逻辑芯片和存储芯片制造过程中,金属层材料纯度要求越来越高,钼杂质可能成为影响电迁移寿命和界面稳定性的潜在因素。
因此,高端电子级APT通常要求钼含量控制在普通电子级<10 ppm ,高端电子级<5 ppm,半导体级<1 ppm,超高纯级:<0.1 ppm。而天然钨矿经过初步冶炼后,钼含量往往达到几十至数千ppm,因此必须经过专门脱钼工艺处理。目前工业上主要采用三类脱钼技术。
离子交换法是目前应用最广泛的深度脱钼手段之一。其原理是利用强碱性阴离子交换树脂对钨酸根和钼酸根吸附能力的微小差异实现分离。虽然两者性质相近,但在特定pH和离子强度条件下,钼的络合稳定性略低于钨,因此能够产生有限的选择性。典型脱钼分离系数约为5~20,这一数值远低于普通杂质分离体系,因此通常需要多级树脂柱串联、多次吸附—洗脱循环、长流程连续运行。对于5N级APT生产线,离子交换系统往往是整个湿法提纯车间最复杂的设备单元之一。
溶剂萃取法则是目前工业化效率最高的脱钼技术之一。其核心思想是在有机相和水相之间建立钼、钨分配差异,通过选择性萃取实现分离。常用萃取剂包括N235(三辛胺)、Alamine 336、TBP(三丁基磷酸酯)。在优化条件下,单级钼脱除率可达80%~95% ,多级逆流萃取后可超过99%,钼含量可由数百ppm降至数ppm水平。目前许多高纯APT生产企业都采用萃取预脱钼 + 离子交换深度脱钼的组合工艺路线。
第三种方法是选择性结晶法,也是APT体系最具特色的净化技术。通过精确控制pH值、温度、氨浓度、钨浓度、蒸发速率,可以使APT优先析出,而钼更多保留在母液中。虽然单次结晶的脱钼效率有限,但多次重结晶后能够产生明显累积效应。典型情况下,一次APT重结晶钼降低约30%~60%,三至五次重结晶钼降低90%以上。因此,现代电子级APT生产通常将结晶过程既作为晶体生长过程,也作为最终精制过程。
从生产成本构成来看,脱钼工艺的重要性远超一般杂质控制环节。公开文献和中钨在线的行业研究数据显示,在高纯APT生产过程中,脱钼工序投资占纯化系统投资约20%~40%;脱钼运行成本占总纯化成本约20%~35%,脱钼分析检测工作量约占杂质分析总工作量30%以上。对于5N级和6N级APT而言,最终产品成本的很大一部分实际上来自于钼杂质的深度去除。因此,在电子级钨粉生产领域有一句广为流传的话,即控制铁决定产品合格率,控制钠决定产品可靠性,而控制钼决定产品等级高低。从某种意义上说,电子级钨粉的纯化过程,本质上就是一场围绕钨与钼分离而展开的高难度化学工程。谁能够以更低成本、更高效率实现超深度脱钼,谁就掌握了高端电子级APT和高纯钨材料生产的核心竞争力。
电子级高纯钨粉制备技术
第二部分:APT深度提纯、WO₃煅烧机理、氢还原动力学、超高纯控制与产业化发展
中钨智造科技有限公司
上一篇主要讨论了电子级高纯钨粉的定义、杂质控制要求、APT的重要性以及钼杂质分离问题。接下来,将进一步深入分析电子级钨粉制备过程中最核心的技术环节。这些环节决定了最终产品的纯度上限、粒度分布、氧含量、烧结性能和电子应用可靠性。
六、高纯APT深度重结晶技术
在电子级APT生产过程中,重结晶并非简单意义上的固液相转变过程,而是决定产品纯度等级的核心精制技术。对于4N5、5N甚至6N级APT而言,重结晶不仅承担晶体生长功能,更承担着深度脱杂功能。从本质上讲,高纯APT重结晶是一项综合运用溶液热力学、结晶动力学、界面传质以及杂质分配行为控制的精密纯化技术,其目标是在保证APT收率的同时,最大限度地将杂质保留在母液中,实现钨与杂质元素的有效分离。APT之所以能够成为钨工业最重要的纯化平台,关键在于其结晶过程中存在明显的杂质分配效应。对于任意一种杂质元素,其在晶体与母液之间都会形成特定的分配平衡。通常采用分配系数(Distribution Coefficient,Kd)来描述:Kd = C晶体/C母液。其中:Kd<1,说明杂质倾向于留在母液中;Kd>1,说明杂质容易进入晶体中;Kd越小,重结晶净化效果越好。高纯APT生产正是利用不同杂质元素分配系数的差异,通过多次结晶不断降低杂质含量。在APT结晶过程中,杂质通常以三种不同形式存在,而不同存在形式决定了其去除难度。
第一类是晶格固溶杂质。
这是最难处理的一类杂质,也是决定APT纯度上限的关键因素。所谓晶格固溶,是指杂质离子直接进入APT晶体结构内部,取代部分钨位点或参与晶格构建。由于这些杂质已经成为晶体结构的一部分,因此普通洗涤和离心操作无法将其去除。最典型的代表是:钼(Mo)、
钒(V)。钼之所以难以脱除,正是因为其与钨具有极为相似的化学性质。MoO₄²⁻与WO₄²⁻尺寸接近、价态相同,在APT晶体生长过程中容易形成类质同象取代。钒虽然含量通常较低,但在高纯APT体系中同样具有较强的晶格进入能力。对于这类杂质,唯一有效的去除方法通常是:多级重结晶、深度脱钼工艺、离子交换净化、萃取预处理。因此,晶格固溶杂质往往决定了APT能够达到4N、5N还是6N等级。
第二类是表面吸附杂质。
这类杂质并未真正进入晶体内部,而是附着于APT晶体表面或晶界区域。典型元素包括Fe、Ca、Mg、Si、Al。APT晶体生长过程中,晶体表面存在大量活性位点,部分杂质离子会被吸附在这些位置。与晶格固溶相比,这类杂质较容易去除。通常通过去离子水洗涤;氨水洗涤;多级逆流洗涤;即可显著降低其含量。研究表明,经过充分洗涤后,Fe、Ca、Mg等元素含量可降低80%~95%以上。因此,对于表面吸附杂质而言,洗涤工艺的重要性往往不亚于结晶过程本身。
第三类是机械夹带杂质。
这是APT生产中最常见、同时也是最容易控制的一类杂质来源。在晶体析出过程中,部分母液会被包裹在晶体团聚体之间或晶体孔隙内部。这些残留母液中往往富集各种杂质。如果分离不充分,就会导致产品纯度下降。机械夹带杂质通常包括:Na、K、Cl、SO₄²⁻、残余Mo、残余Fe,对于这类杂质,主要依靠:离心分离、真空过滤、多级洗涤进行去除。
现代高纯APT生产线通常采用全自动卧式离心机,其分离效率可达到99%以上。为了实现最佳纯化效果,APT重结晶过程需要对多个关键参数进行严格控制。典型工业条件如下:
| 工艺参数 | 控制范围 |
| 溶解温度 | 90~98℃ |
| 初始浓度 | 250~350 g/L |
| 降温速率 | 0.5~2℃/h |
| 最终温度 | 20~30℃ |
| 搅拌速度 | 50~150 rpm |
| 结晶时间 | 12~48 h |
其中,降温速率被认为是影响产品纯度和晶体质量最重要的工艺参数之一。从结晶动力学角度看,APT晶体生长包括:晶核形成、晶体长大、晶体熟化。 如果降温过快,例如:3~5℃/h以上,会导致过饱和度迅速升高、大量新晶核形成、晶体尺寸减小、晶体缺陷增加、杂质夹带加剧。 此时虽然产能提高,但产品纯度明显下降。相反,如果采用极慢降温0.2~0.5℃/h,则能够使晶体缓慢生长,形成规则完整的晶面结构。其优点包括晶体粒径增大;表面缺陷减少;母液夹带降低;杂质排斥能力增强;洗涤效率提高。
中钨智造的研究表明,在相同原料条件下:0.5℃/h降温所得APT中的Mo含量,可比3℃/h降温降低30%~50%。然而,过慢降温会显著延长生产周期,降低设备利用率,并增加能耗成本。因此工业生产通常采用:约1℃/h左右的缓慢降温策略。对于高纯APT生产而言,这一参数被普遍认为是纯度与产能之间较为理想的平衡点。除了降温速率之外,晶种控制也是近年来高纯APT生产的重要技术方向。通过向体系中加入粒径均匀的高纯APT晶种,可以有效抑制随机成核,提高晶体尺寸均匀性,并降低杂质夹带概率。先进生产线甚至采用程序化温度控制和在线粒度监测系统,对晶体生长全过程进行实时调节。
总体来看,高纯APT深度重结晶的本质并不是简单地把APT从溶液中析出,而是利用晶体生长过程对杂质进行选择性排斥和逐步富集于母液之中。对于4N5以上电子级APT而言,重结晶已经不仅是生产工序,而是一种决定材料纯度等级的核心分离技术。很多时候,APT纯度能够从99.95%提升至99.995%,甚至进一步提升至99.999%,其背后并不是某一种单独设备的突破,而是重结晶过程中温度、浓度、时间、晶种、洗涤和分离等多个因素协同优化的结果。对于电子级钨粉而言,最终纯度往往在APT重结晶阶段就已经决定了大半。

七、APT热分解与WO₃晶体结构演变
APT热分解与WO₃晶体结构演变
在电子级钨粉生产过程中,APT(仲钨酸铵)的热分解是连接湿法提纯与粉末制备的关键环节。表面上看,这一过程只是将APT加热转变为氧化钨,但从材料科学角度来看,其实质是一系列连续的脱水、脱氨、结构重组和晶相转变过程。APT晶体的分解路径不仅决定最终WO₃的纯度,还直接影响氧化钨的粒径、晶体结构、比表面积以及后续还原得到的钨粉性能。因此,对于电子级钨粉生产而言,APT煅烧并非简单的热处理工序,而是一项重要的粉体结构工程技术。APT的热分解过程通常可通过热重分析(TG)和差示扫描量热分析(DSC)进行研究。根据大量实验结果,其分解过程大致可分为四个阶段。
第一阶段:吸附水脱除阶段
温度范围通常为50~150℃。APT晶体表面和晶体孔隙中会吸附少量自由水分,这部分水并不参与晶体结构组成,而是以物理吸附形式存在。随着温度升高,自由水首先蒸发释放。这一阶段主要表现为:质量损失约2%~4%、晶体结构基本保持不变、无明显晶相变化、晶体形貌保持稳定,对应热重曲线通常出现第一个缓慢失重区。由于温度较低,此阶段对最终WO₃性能影响相对较小,但对于防止后续煅烧过程中颗粒团聚具有一定意义。
第二阶段:结晶水脱除与结构重排阶段
温度范围约150~250℃。随着温度进一步升高,APT晶体中的结合水和结晶水开始释放。这一阶段APT内部的钨氧多面体结构开始发生重组:晶格收缩、多聚钨酸根重排、氢键网络逐步破坏。释放产物主要为H₂O,此时APT已经不再保持原有晶体结构,而逐渐向无定形钨酸盐和低结晶度中间体转变。材料学研究发现:APT在200℃左右开始出现明显晶格畸变。XRD衍射峰强度逐渐减弱。部分区域开始形成无定形钨氧网络、偏钨酸铵前驱结构。这一阶段是后续WO₃晶粒形成的重要准备过程。
第三阶段:脱氨反应阶段
温度范围约250~400℃。这是APT热分解过程中最重要的阶段之一。随着温度继续升高,APT中的铵根开始分解。主要释放气体NH₃,同时伴随少量水蒸气产生。反应过程中APT逐步转变为各种偏钨酸盐中间体,例如:(NH₄)₂W₂O₇ ,(NH₄)₂W₄O₁₃ ,非化学计量钨氧化物。这一阶段通常对应热重曲线上最大的失重区。累计失重可达到8%~12%,脱氨过程对于最终氧化钨结构影响极大。如果升温速度过快:NH₃瞬间大量释放、晶体内部形成微孔、导致颗粒破裂,如果升温速度过慢:晶粒开始长大、比表面积下降。因此电子级氧化钨生产通常采用:1~5℃/min的程序升温方式。以获得均匀的中间相结构。
第四阶段:WO₃形成阶段
温度范围约400~600℃。经过前述脱水和脱氨反应后,中间体开始彻底转化为三氧化钨。理论反应可简化表示为:实际上工业APT通常含有结晶水,因此真实反应过程比理论式更复杂。在这一阶段氨气基本完全逸出、钨氧骨架重新排列、晶体结构逐渐稳定,最终形成具有明确晶相结构的WO₃。
WO₃晶体结构演变
APT煅烧所得WO₃并非从一开始就是稳定晶体。随着温度变化,WO₃会经历多个晶相转变过程。
300~450℃
形成低结晶度WO₃。主要特点是晶粒极细、比表面积大、晶体缺陷丰富,比表面积通常可达15~30 m²/g,这种结构特别适合制备超细钨粉。
450~600℃
形成单斜晶WO₃(Monoclinic WO₃)。这是室温下最稳定的WO₃晶型。特点是结晶度提高、晶格完整、化学稳定性增强。工业黄色氧化钨(YTO)主要属于该晶型。
700℃以上
晶粒快速长大。典型变化比表面积下降、孔隙率降低、晶粒烧结融合。例如:
| 煅烧温度 | WO₃平均粒径 |
| 450℃ | 0.2~0.5 μm |
| 550℃ | 0.5~1 μm |
| 700℃ | 1~3 μm |
| 800℃ | 3~10 μm |
因此对于超细氧化钨生产而言,过高温度并不有利。

煅烧条件对电子级WO₃性能的影响
对于电子级钨粉生产来说,WO₃不仅要求高纯度,更要求粒径和结构可控。
煅烧温度直接决定:FSSS粒度、比表面积、氢还原活性、最终钨粉晶粒尺寸。研究表明:
当WO₃比表面积提高1倍时,最终钨粉粒径可下降约20%~40%。因此电子级超细钨粉生产通常采用:450~550℃、缓慢升温、长时间保温的煅烧制度。
气氛控制的重要性
APT煅烧不仅需要控制温度,还必须控制炉内气氛。
工业上常采用空气气氛、富氧气氛、氮气保护气氛。如果氧分压过低,容易生成蓝色氧化钨(BTO)WO₃₋ₓ,其中存在大量氧空位。如果氧分压过高,则可能加剧晶粒长大。对于电子级氧化钨生产,通常要求:氧含量稳定;炉温均匀性控制在±2~5℃;氨气及时排出;以保证不同批次产品具有一致的晶相组成和粒径分布。从整体工艺链来看,APT热分解实际上完成了三个关键任务:
第一,将高纯APT转化为高纯氧化钨;
第二,通过控制晶相演变建立WO₃的微观结构;
第三,通过调控粒径和比表面积,为后续氢气还原制备电子级超细钨粉创造理想前驱体。因此,在高端电子级钨粉生产中,APT煅烧阶段不仅是化学转化过程,更是决定最终粉末性能的关键结构设计阶段。

八、WO₃晶型对钨粉性能的影响
WO₃晶型对钨粉性能的影响
在电子级钨粉的制备过程中,氧化钨(WO₃)不仅仅是钨粉生产的前驱体,其晶体结构本身也会对后续氢气还原行为、钨粉粒度、颗粒形貌以及最终产品性能产生重要影响。长期以来,人们更多关注WO₃的纯度和粒径,但随着超细钨粉和电子级钨材料的发展,WO₃晶型控制已经成为决定产品质量的重要技术环节。
WO₃属于典型的多晶型(Polymorphic)氧化物。由于WO₆八面体在空间排列方式不同,其晶体结构会随着温度变化发生相变。常见晶型主要包括单斜相(Monoclinic WO₃)、正交相(Orthorhombic WO₃)和四方相(Tetragonal WO₃),在更高温度下还可能出现立方相(Cubic WO₃)等高温晶型。
在常温条件下,最稳定也是工业生产中最常见的晶型是单斜相WO₃(m-WO₃)。其晶体结构属于P2₁/n空间群,WO₆八面体发生一定程度的扭曲和倾斜,因此晶格中存在适量结构缺陷和晶格畸变。这种结构既保持了较好的热力学稳定性,又具有适中的反应活性,因此广泛存在于工业黄色氧化钨产品中。
当温度升高至约330℃以上时,单斜相开始向正交相转变。正交相WO₃(o-WO₃)属于中温稳定结构,其晶格排列比单斜相更加规则,八面体扭曲程度有所减弱。进一步升温至约740℃以上时,WO₃可转变为四方相(t-WO₃),其晶体对称性进一步提高,晶格趋于规整。更高温度下则可能形成近似立方结构。不同晶型的WO₃虽然化学组成相同,但由于晶格结构不同,其物理和化学性能存在明显差异。

首先,不同晶型会影响氢气在氧化钨晶体中的扩散行为。
钨粉生产本质上是一个逐步脱氧过程:WO₃→ WO₂.₉→ WO₂.₇₂→ WO₂→ W。在这一过程中,氢气需要不断向晶体内部扩散,而水蒸气则需要从晶体内部扩散出来。晶格结构越开放,氢扩散越容易;反应界面推进越均匀;还原速度越快。 研究表明,单斜WO₃中适度存在的晶格畸变能够形成较多扩散通道,有利于氢原子的迁移,因此表现出较好的还原动力学性能。相比之下,四方相WO₃晶格更规整,扩散通道相对单一,在某些条件下会降低局部还原速率。
其次,晶型会影响氧化钨的还原活性。
一般而言:
| 晶型 | 还原活性 |
| 单斜相WO₃ | 高 |
| 正交相WO₃ | 中等 |
| 四方相WO₃ | 较低 |
这种差异主要来源于晶格缺陷浓度和表面能差异。单斜相晶格中存在较多:位错、晶界、氧空位; 这些结构缺陷能够降低还原反应活化能,使氢气更容易与氧化钨发生反应。因此在相同还原条件下,单斜WO₃通常表现出更高的转化效率。
第三,晶型会影响钨粉的晶粒长大行为。
电子级钨粉最重要的指标之一是粒径可控和粒度分布均匀。在还原过程中,钨晶粒的形成并非简单继承WO₃颗粒尺寸,而是受到:成核密度、还原速度、晶体缺陷、氧扩散速率等多种因素共同影响。研究发现:单斜WO₃由于缺陷分布均匀,在还原过程中能够形成较多均匀分的钨成核点。结果表现为:成核数量多、晶粒生长均匀、粒度分布窄。团聚倾向小。而高温形成的四方相WO₃通常结晶度较高、缺陷较少,在还原过程中容易出现局部优先生长现象。最终得到的钨粉往往表现为:晶粒尺寸偏大;粒度分布变宽;烧结活性下降。 对于电子级超细钨粉而言,这种差异尤为明显。例如在相同还原条件下:
| WO₃晶型 | 典型钨粉粒径 |
| 单斜相 | 0.5~2 μm |
| 正交相 | 1~3 μm |
| 四方相 | 2~5 μm |
虽然具体数值会受到粒径和工艺条件影响,但总体趋势较为一致。此外,不同晶型还会影响最终钨粉的比表面积和压制性能。采用单斜WO₃制备的钨粉通常具有:更高比表面积、更好的压制成形性能、更高烧结活性;因此特别适用于半导体靶材、电子封装材料、超细晶钨制、高性能电子陶瓷添加剂等高端应用领域。
目前工业生产中,电子级氧化钨通常通过控制APT煅烧温度和保温制度,使产品主要保持单斜相结构。典型工艺温度控制在450~600℃之间,此时既能够实现APT完全分解,又能够获得稳定的单斜WO₃晶型,同时避免因过高温度导致晶粒粗化和相结构变化。因此,从电子级钨粉生产的角度来看,WO₃晶型控制实际上是一项重要的前驱体工程技术。虽然单斜相、正交相和四方相在化学组成上完全相同,但它们在氢扩散能力、还原活性、晶粒生长行为以及最终钨粉性能方面存在显著差异。其中,单斜相WO₃由于兼具适度晶格缺陷、良好还原动力学和均匀晶粒形成能力,被普遍认为是制备电子级细钨粉和超细钨粉最理想的氧化钨晶型,也是当前高端钨粉生产中重点控制的结构状态。
九、两段氢还原法的动力学机理
两段氢还原法是电子级钨粉生产中应用最广泛、最成熟的还原工艺,也是决定钨粉粒径、颗粒形貌、松装密度以及烧结性能的核心环节。从反应本质来看,钨氧化物的氢还原属于典型的气-固非均相反应(Gas-Solid Heterogeneous Reduction Reaction),其过程涉及氢气向颗粒内部扩散、表面化学反应、水蒸气逸出以及晶体结构重组等多个同步进行的动力学过程。
与许多人想象的不同,WO₃并不会在氢气作用下一步直接转变为金属钨,而是经历一系列低价氧化钨中间相的连续转化过程:WO₃→ WO₂.₉→ WO₂.₇₂→ WO₂→ W。这些中间相往往同时存在于还原体系中,并随着温度和时间变化不断发生转变。因此,整个还原过程实际上是多个相变反应和传质过程耦合进行的复杂动力学体系。
对于电子级钨粉生产而言,工业上通常采用两段还原工艺,而不是一次高温直接还原。其根本原因在于:钨粉的粒径并不是在最终形成时决定的,而是在氧化钨向低价氧化物转变过程中就已经基本确定。两段还原的目的,就是将晶核形成阶段与晶粒长大阶段人为分离,从而获得粒度均匀、分布窄且可控的高品质钨粉。
第一段还原——晶核形成阶段
第一段还原通常在550~750℃范围内进行。主要反应可简化表示为:WO₃ + H₂→ WO₂ + H₂O
实际上反应过程中会经历多个亚稳态氧化物,但工程上通常将其统称为WO₃向WO₂的转化过程。这一阶段最大的特点是金属钨晶核开始萌生,同时大量氧被逐步脱除。由于氧化钨晶格发生剧烈重组,颗粒内部形成大量新的成核位置,因此第一段还原被认为是决定最终钨粉粒径的关键阶段。从动力学角度分析,此时控制步骤主要包括:氢气向颗粒内部扩散;氧化钨表面吸附氢分子;氢与晶格氧发生反应;水蒸气向外扩散。 由于温度相对较低,晶粒迁移能力有限,新生成的钨原子更倾向于形成大量独立晶核,而不是快速长大。因此能够获得较高的成核密度。
研究表明,第一段还原温度每升高50℃,最终钨粉粒径可能增加20%~50%。因此电子级超细钨粉生产通常采用550~650℃的较低还原温度。而较粗钨粉生产则可能采用650~750℃
的较高温度。第一段还原控制不当会产生多种典型缺陷。其中最常见的是颗粒团聚。当局部温度过高时,新生成的钨晶核会发生烧结连接,导致多个颗粒粘连形成团聚体。另一种典型缺陷是空心颗粒。这是由于外层氧化钨首先被还原形成金属壳层,而内部氧化物尚未完全反应。当内部氧继续向外扩散时,会形成空洞结构。此外,如果炉内温度分布不均匀或氢气流量不足,还会造成粒径分布变宽、颗粒形貌不规则、局部还原不足;从而影响后续电子级钨粉的性能稳定性。因此在工业生产中,第一段还原通常被称为成核控制阶段,其核心任务是建立均匀且数量足够多的钨晶核。
第二段还原——晶粒长大阶段
经过第一段还原后,体系已经形成大量WO₂和初生钨晶核。此时进入第二段高温还原阶段。
第二段还原温度通常控制在750~950℃。主要反应为:WO₂ + 2H₂→ W + 2H₂O。这一阶段氧含量进一步降低,最终形成金属钨。与第一段不同,第二段还原的主要特征已经不再是大量新晶核形成,而是现有晶核的长大和成熟。此时控制步骤逐渐由化学反应控制转变为:固态扩散控制、晶界迁移控制、晶粒长大控制。随着温度升高,钨原子扩散能力显著增强,小晶粒逐渐向大晶粒迁移,系统总表面能不断降低。这一过程类似于粉末烧结中的熟化现象(Ostwald Ripening)。其结果表现为:晶粒尺寸增大;比表面积下降;松装密度提高;流动性改善。因此第二段还原主要决定钨粉的工程性能。例如:比表面积主要影响烧结活性、压制性能与合金化效率。松装密度主要影响模具充填性能、自动化送料稳定性和靶材压坯质量。
流动性则直接影响粉末输送、等静压成形和自动化生产效率。 工业经验表明第二段还原温度每提高100℃,钨粉平均粒径通常增加约30%~100%。例如:
| 第二段温度 | 钨粉典型粒径 |
| 750℃ | 0.5~1 μm |
| 850℃ | 1~3 μm |
| 950℃ | 3~8 μm |
具体数值还会受到原始WO₃粒度、氢气流量和装料厚度等因素影响。
两段还原工艺的核心意义
从材料设计角度来看,两段还原法最大的优势在于实现了成核与长大的分离控制。
第一段还原决定晶核数量、粒径基础、粒度分布宽度;第二段还原决定晶粒长大程度、比表面积、松装密度、粉末流动性。这种分阶段控制使生产者能够根据不同应用需求设计钨粉性能。例如:半导体靶材用超细钨粉强调细粒度和高均匀性,通常采用低温第一段还原和较低温度第二段还原; 电子封装材料用钨粉强调流动性和压制性能,则适当提高第二段还原温度;粉末注射成形(MIM)用钨粉则需要在粒度和流动性之间取得平衡。 因此,在现代电子级钨粉生产中,两段氢还原法不仅是一种化学还原工艺,更是一种通过控制氧化物相变、晶核形成和晶粒长大过程来精确设计粉末微观结构的工程技术。最终钨粉的粒径、形貌、比表面积和性能稳定性,很大程度上都是在这一阶段被决定的。
十、氢还原动力学模型
电子级钨粉生产中的氢还原过程,本质上是一个典型的气-固非均相反应体系。为了描述氧化钨颗粒在还原过程中的反应行为,材料科学和化学工程领域普遍采用收缩核模型(Shrinking Core Model,SCM)进行分析。大量实验研究表明,无论是WO₃、WO₂.₇₂还是WO₂的氢还原过程,其动力学规律都与收缩核模型具有较好的吻合性,因此该模型已成为钨粉生产工艺设计和动力学研究的重要理论基础。所谓收缩核模型,是指反应并非在整个颗粒内部同时发生,而是从颗粒外表面开始逐步向内部推进。随着反应进行,未反应氧化物核心不断缩小,而外层逐渐形成还原产物层,最终整个颗粒完成转化。
对于氧化钨还原而言,其过程可概括为以下几个连续步骤:H₂扩散至颗粒表面↓氢分子吸附于氧化钨表面↓界面化学反应发生↓生成H₂O↓水蒸气向外扩散↓金属钨层不断增厚↓未反应氧化物核心持续缩小。因此,一个氧化钨颗粒在还原过程中实际上形成了典型的三层结构:外层金属钨层(W)、中间层反应界面、内层未反应氧化物核心。随着反应时间增加,反应界面逐渐向颗粒中心移动,形成典型的收缩核过程。
氢还原过程中的传质与反应步骤
从动力学角度分析,整个还原过程并非由单一机制控制,而是多个步骤共同作用。
(1)外部气体扩散
氢气首先通过炉内气流输送到颗粒表面。其传质速率受到:氢气流量、炉内压力、装料厚度、气体湍流程度影响。对于工业连续还原炉而言,通常采用较高氢气流速,使外扩散阻力尽可能降低,因此一般不成为主要控制步骤。
(2)表面吸附
到达颗粒表面的氢分子首先发生吸附:H₂(g)→ H₂(ads),随后发生解离:H₂(ads)→ 2H(ads),形成活性氢原子。氧化钨还原实际上主要由这些活性氢原子完成。颗粒表面积越大:吸附位点越多、反应活性越高,因此超细WO₃往往表现出更快的还原速率。
(3)界面化学反应
这是氧化钨脱氧的核心步骤。例如:WO₃ + H₂→ WO₂ + H₂O,WO₂ + 2H₂→ W + 2H₂O,在反应界面上:氢夺取晶格氧、形成水蒸气,并留下金属钨原子。这一过程需要克服一定活化能,因此在较低温度下通常成为速率决定步骤。
(4)产物扩散
生成的水蒸气必须穿过已形成的钨层向外扩散。同时:氢气还需要继续向内部扩散。随着金属层不断增厚,扩散路径越来越长,扩散阻力逐渐增加。因此在高温后期阶段,扩散过程往往成为主要控制因素。
化学反应控制区
在第一段还原阶段(约550~750℃),通常以界面化学反应控制为主。此时金属层尚薄,扩散阻力较小,氢气容易到达反应界面,反应速率主要取决于化学反应本身。活化能较高时,温度变化对反应速率影响显著。中钨智造的实践数据研究表明,WO₃→WO₂阶段典型活化能约为:60~90 kJ/mol,也有部分文献的数据为,WO₃→WO₂.₇₂=65~80 kJ/mol,WO₂.₇₂→WO₂=70~95 kJ/mol。这一数值表明反应受到化学键断裂和重组过程控制。因此第一段还原温度控制极为关键。温度稍有升高,反应速率便会明显增加。同时也容易引发晶粒粗化、团聚、空心颗粒形成。
扩散控制区
随着还原深入,特别是在第二段还原阶段(750~950℃),控制机制逐渐转变为扩散控制。
此时颗粒外层已经形成连续钨层。氢气需要穿过钨层进入内部;而生成的水蒸气需要穿过钨层向外逸出。扩散距离不断增加。因此反应速率越来越受扩散限制。在扩散控制阶段,温度虽然仍有影响,但影响程度明显低于化学反应控制区。测得表观活化能通常降低至20~40 kJ/mol。典型报道数据包括:
| 反应阶段 | 活化能(kJ/mol) |
| WO₃→WO₂.₇₂ | 60~90 |
| WO₂.₇₂→WO₂ | 50~80 |
| WO₂→W(早期) | 40~60 |
| WO₂→W(后期) | 20~40 |
活化能下降说明:系统逐渐由化学控制转向扩散控制。
温度对动力学机制的影响
工业生产中经常观察到一个现象:提高温度并不一定总能提高产品质量。原因就在于动力学控制机制发生转变。较低温度下反应慢但均匀、成核数量多、钨粉粒径细。较高温度下扩散速度加快、晶粒长大明显、粒径迅速增加。因此对于电子级超细钨粉而言,通常需要在:
第一段还原温度较低,第二段还原温度适中之间寻找平衡点。
收缩核模型对工业生产的指导意义
收缩核模型不仅解释了氧化钨还原机理,也为工业工艺优化提供了理论依据。根据该模型可得出几个重要结论:
第一,减小WO₃粒径能够缩短扩散距离。因此超细氧化钨更容易获得超细钨粉。
第二,提高氢气流速能够降低外扩散阻力。有利于提高还原均匀性。
第三,减薄装料层厚度能够减少水蒸气积累。避免局部再氧化现象。
第四,采用两段还原能够人为分离化学控制区和扩散控制区。
从而同时实现高成核密度、适度晶粒长大、均匀粒度分布。因此,从动力学角度看,电子级钨粉生产并不仅仅是简单的脱氧过程,而是一个由化学反应、气体扩散、相变和晶粒生长共同构成的复杂体系。收缩核模型为理解这一过程提供了最经典、最实用的理论框架,也是现代电子级超细钨粉工艺设计的重要基础。

十一、粒度精准调控技术
电子级钨粉的粒度控制已经从传统意义上的“经验调节”,发展为基于多参数耦合的精密工程控制体系。尤其在半导体靶材、先进封装以及高端电子陶瓷领域,对钨粉粒径一致性的要求极高,例如D50偏差通常需要控制在±0.1 μm甚至更窄范围。这意味着钨粉制备过程必须在多个工艺环节实现协同控制,而不是依赖单一变量调节。从整体工艺链来看,粒度控制实际上贯穿从WO₃前驱体到最终还原钨粉的全过程,其核心思想是前驱体决定上限,还原过程决定分布,工艺窗口决定稳定性。
- WO₃粒径的基础决定作用
WO₃作为钨粉的直接前驱体,其粒径是影响最终钨粉粒度的第一控制变量。一般规律是:
WO₃越细 →钨粉越细,WO₃越均匀→钨粉分布越窄,这是因为氢还原过程遵循收缩核模型,颗粒尺度基本继承性较强。WO₃粒径控制本质上是粒度工程的“源头控制点”,其影响远高于后续任何单一参数。例如:
| WO₃粒径 | 对应钨粉粒径趋势 |
| 0.2~0.5 μm | 超细钨粉(亚微米级) |
| 0.5~1 μm | 细钨粉(1~3 μm) |
| 1~3 μm | 中等粒径钨粉(3~8 μm) |
- 第一段还原温度:决定成核密度
第一段还原属于典型的成核控制阶段,其核心作用是决定钨晶核数量。温度对粒度的影响具有非常明确的方向性:温度降低 → 成核数量增加 → 粒径变细,温度升高 → 成核减少 → 粒径变粗。原因在于低温条件下反应速率较慢、局部过饱和度较高、有利于大量均匀成核。从动力学角度看,这一阶段主要受界面反应控制,因此微小温度变化都会显著影响成核行为。电子级超细钨粉通常倾向于较低温第一段还原,以获得高成核密度体系。例如:
| 第一段温度 | 粒度特征 |
| 550~600℃ | 超细、高均匀性 |
| 600~650℃ | 平衡型粒度 |
| 650~750℃ | 偏粗粒径 |
- 第二段还原温度:控制晶粒长大
第二段还原进入晶粒生长阶段,其核心作用是调控最终粒径和粉末工程性能。温度对结构演变的影响非常直接:温度升高→扩散增强 →晶粒长大加速;温度降低→扩散受限→粒径细化。在这一阶段,控制机制逐渐由化学反应转向固态扩散控制,因此温度对晶粒长大的影响依然显著,但作用方式不同于第一段。因此第二段还原本质上是在“粒径”和“工艺性能”(如流动性、松装密度)之间进行权衡。典型规律:
| 第二段温度 | 粒度与性能变化 |
| 750~800℃ | 超细钨粉(高比表面积) |
| 800~880℃ | 平衡粒度,综合性能优 |
| 880~950℃ | 粗化明显,松装密度高 |
- 氢气流速:传质均匀性的关键因素
氢气流速在工业中常被低估,但在高端电子级钨粉生产中,它对粒度分布的影响非常显著。
其作用机制主要体现在:影响外扩散传质速率、控制水蒸气排出效率、决定局部反应气氛稳定性;当氢气流速不足时,水蒸气在颗粒间滞留、局部氧分压升高、导致二次氧化或局部烧结、形成粗颗粒或团聚结构;而当流速足够时反应产物及时排出、还原界面稳定、粒度分布更加均匀;因此在电子级生产中通常采用高稳定氢气流量控制系统,以保证气氛均一性。
- 装舟厚度:宏观尺度的均匀性控制
装舟厚度是影响还原均匀性的宏观工程参数,在工业放大过程中尤为关键。一般控制范围为10~20 mm,其作用机理主要包括:控制氢气穿透距离、限制温度梯度、减少气体扩散阻力。如果装料过厚,会导致上下层还原不同步、局部水蒸气积累、氧化还原不均、粒度分层现象;
最终表现为:粒径分布变宽、松装密度波动、批次一致性下降。因此在电子级钨粉生产中,装舟厚度实际上是保证“批次稳定性”的关键参数之一。
粒度控制的系统本质
综合来看,电子级钨粉的粒度调控并不是单一因素控制结果,而是一个多变量耦合系统,其核心关系可以概括为:WO₃粒径→决定粒度基准,第一段还原→决定晶核数量,第二段还原 → 决定晶粒长大程度,氢气流速 → 决定反应均匀性,装舟厚度 → 决定宏观一致性。在这一体系中,任何单一参数的偏移都会通过“成核—扩散—生长”路径放大,最终体现在钨粉的D50偏差与粒度分布宽度上。因此,半导体级钨粉之所以能够实现±0.1 μm级别的D50控制,本质上并不是某个设备或某一步工艺的优化,而是整个还原动力学系统在微观与宏观尺度上的协同精确控制结果。
十二、超细钨粉与纳米钨粉制备
随着先进封装、3D集成电路、微纳电子互连以及高端电子陶瓷的发展,传统微米级钨粉在粒径、比表面积以及烧结活性方面已逐渐无法满足需求。尤其是在半导体级钨靶材和超高密度互连结构中,材料的均匀性和尺寸效应被放大,促使超细钨粉与纳米钨粉成为研究与产业化的重点方向。从材料尺度来看:超细钨粉通常指0.1~1 μm级别;纳米钨粉通常指1~100 nm级别;粒径进入纳米尺度后,钨材料表现出明显的表面效应与尺寸效应,例如烧结温度显著降低、扩散速率提升以及团聚倾向增强,这些特性既带来优势,也带来工艺挑战。
1.纳米WO₃氢还原法
这是目前最成熟的纳米钨粉制备路线之一,本质仍然是WO₃→W的气固还原过程,但前驱体已进入纳米尺度。r = 3.00,纳米WO₃的典型粒径范围为50~200 nm。其优势主要体现在工艺路线成熟,可与现有APT→WO₃→W体系兼容;还原机理清晰,易于工业放大;成本相对较低;但在纳米尺度下也暴露出明显问题:高比表面积导致颗粒间强范德华力作用、在煅烧与还原过程中极易发生不可逆团聚、粒径分布在高温阶段容易被“重构放大”;因此,纳米WO₃虽然可以获得纳米级钨粉,但实际分散性往往成为限制其高端应用的关键瓶颈。
- 等离子体法(Plasma Method)
等离子体法属于典型的物理气相制备路线,其核心思想是通过极高温度实现材料瞬时气化,再通过快速冷凝获得纳米颗粒。
Yt,该方法的典型温度条件为:>10000℃
在此条件下:WO₃或钨源瞬间蒸发、在惰性或还原气氛中快速冷却,形成纳米级钨颗粒。粒径范围通常为30~100 nm,其优势包括球形度高,颗粒形貌均一;纯度较高(杂质易挥发分离);粒径可通过冷却速率调控。但其局限也非常明显:能耗极高、设备复杂、产能有限,工业化成本显著高于湿法路线。因此目前主要用于高端研究材料或小规模特种应用。
- 溶胶-凝胶法(Sol–Gel Method)
溶胶-凝胶法属于典型的化学前驱体控制路线,其核心优势在于分子尺度均匀混合。该方法通常通过钨酸盐溶液形成溶胶,再经凝胶化、干燥与热处理得到纳米WO₃或钨前驱体。其特点为:化学均匀性极好、可实现分子级混合、易于掺杂控制,但存在明显问题,如工艺周期长、产率低、工业放大困难、成本较高等。因此更多用于实验室研究或高附加值功能材料制备,而非大规模电子级钨粉生产。
- 喷雾热解法(Spray Pyrolysis)
喷雾热解法是一种较为成熟的连续化制粉工艺,兼具化学法与热分解法的特点。其基本过程为:钨盐溶液雾化→雾滴进入高温反应区→快速蒸发与热分解→形成氧化钨颗粒,最终得到粒径约100~500 nm。该方法的核心优势在于可连续化生产、粒径分布较可控、适合工业放大。但其限制主要包括粒径下限较难进一步降低、对前驱体溶液浓度敏感、设备耐腐蚀与热稳定性要求高。
纳米钨粉制备的关键矛盾
从整体技术路线来看,超细与纳米钨粉制备存在一个共同的核心矛盾:粒径越小→比表面积越大→团聚越严重→工艺控制难度越高。因此纳米钨粉制备的本质不是单纯做小,而是:在粒径控制、分散稳定性与工业可制造性之间寻找平衡。
纳米钨粉制备工艺路线对比总结
| 方法 | 粒径范围 | 优势 | 局限 |
| 纳米WO₃还原法 | 50~200 nm | 工艺成熟 | 易团聚 |
| 等离子体法 | 30~100 nm | 球形度高 | 成本极高 |
| 溶胶-凝胶法 | 纳米级 | 化学均匀性好 | 低产量 |
| 喷雾热解法 | 100~500 nm | 可连续生产 | 粒径下限受限 |
从电子级钨材料发展趋势来看:纳米WO₃还原法仍是产业化主力路线;喷雾热解法适合规模化过渡技术;等离子体法代表极限性能路线;溶胶-凝胶法更多服务于功能材料设计;而真正的技术难点并不在“是否能做到纳米尺度”,而在于如何在纳米尺度下仍然保持粒度分布稳定、团聚可控、还原行为一致、批次重复性高。这也是未来高端电子级钨粉技术竞争的核心方向。

十三、氧含量控制技术
在电子级钨粉质量体系中,氧含量是最关键的纯度指标之一,其重要性甚至在某些应用场景中高于金属杂质含量。原因在于氧不仅以“杂质原子”形式存在,还会直接影响钨粉的晶界结构、烧结行为、电学性能以及后续靶材或互连材料的致密化过程。一般而言:普通钨粉:O ≈ 1000~3000 ppm,电子级钨粉:O ≤ 500 ppm,先进半导体级:O ≤ 100 ppm。当氧含量下降到100 ppm以下时,钨粉的烧结动力学、晶粒长大行为以及电阻稳定性都会发生明显变化,因此氧控制本质上是一个贯穿“原料—还原—后处理—包装”全流程的系统工程。
(一)、氧的主要来源与形成机理
电子级钨粉中的氧并非单一来源,而是多个环节叠加的结果,其形成路径主要包括以下四类:
1.原料携带氧(APT体系残留)
APT及其煅烧产物WO₃中本身就含有结构氧,这是钨体系的固有组成部分。在还原过程中虽然大部分氧被去除,但仍可能存在WOₓ亚氧化物残留(WO₂.₉、WO₂.₇₂等)、晶格中束缚氧、微量未完全还原区域。这些残留氧在还原后期扩散速率降低,容易形成“封闭氧”,成为最终氧含量的重要来源之一。
- 氢气水分引入氧
氢气还原过程中最关键的隐性氧源来自水分控制。氢气中的水分会通过以下反应影响体系:
H₂ + 1/2 O₂(微量)→ H₂O,或直接表现为H₂O参与反应平衡,抑制还原进行。如果氢气露点控制不足,水蒸气会导致还原平衡向氧化方向偏移,WO₃还原不彻底,WO₂阶段残留增加 。因此水分实际上是动态氧源,比固体原料中的氧更难控制。
3.炉体空气泄漏
工业还原炉通常在高温还原氢气气氛下运行,一旦出现微量空气泄漏,会直接引入氧气,就会发生O₂ +2H₂ → 2H₂O,该过程的危险性在于氧气在高温下反应极快、生成水进一步参与体系循环,形成局部高氧微区。即使泄漏量极小,也可能在局部区域造成氧含量异常升高,导致批次性质量波动。
- 后处理与包装吸附氧
钨粉在还原完成后具有较高比表面积,表面活性强,极易吸附水蒸气、氧气、二氧化碳。尤其在以下环节:出料冷却过程、空气暴露分级、包装转运过程等都会发生表面吸附氧增加现象。对于超细钨粉(<1 μm),这种吸附效应更加明显,是导致存储氧上升的主要原因。
(二)、氧控制的关键工艺措施
由于氧来源分散且跨工序存在,因此必须采用全流程协同控制策略。
- 高纯氢气体系控制
氢气纯度和干燥度是氧控制的第一道防线。工业电子级钨粉生产通常要求氢气纯度≥ 99.999%
露点≤ -60℃(甚至-70℃级别,低露点的意义在于降低水蒸气分压,提高还原驱动力,减少WO₃平衡氧残留,从热力学角度看,水蒸气分压直接决定WO₃/W平衡点,因此水分控制本质上是在控制氧化还原平衡。
- 炉体密封与微正压控制
炉体密封性决定外界氧进入系统的可能性。工业上通常采用多级密封结构、惰性气体隔离层、
动态压力补偿系统,保持炉内微正压状态,其核心作用是防止空气倒灌、稳定气氛组成、
降低氧分压波动,对于连续还原炉,这一控制尤为关键。
- 氧还原过程中的动力学控制
在还原过程中,氧的去除不仅取决于热力学条件,还受动力学限制。在低温阶段反应受界面化学控制、氧去除速度较,在高温阶段扩散控制占主导、封闭氧释放困难。因此通常通过两段还原协同控制:第一段确保氧化物充分转化,第二段确保深度脱氧,避免表面还原完成但内部残氧的结构缺陷。
- 冷却与包装过程控制
还原完成后的冷却阶段是氧二次引入的高风险阶段。关键控制措施包括氮气或氩气保护冷却、避免高温粉体暴露空气、密闭输送系统,包装过程通常采用真空包装、惰性气体填充、多层阻隔材料,以降低氧扩散速率。对于超高纯钨粉,还会采用手套箱环境包装、在线低氧检测、批次封闭追踪系统。
(三)、氧含量对材料性能的影响机制
氧并不仅仅是杂质指标,其对钨粉性能具有结构性影响。主要体现在:
- 烧结行为
氧会形成W–O键,表面氧化层导致烧结起始温度升高、致密化速度下降
- 晶界结构影响
氧易富集于晶界区域,形成晶界脆化、扩散阻碍层,影响材料韧性与稳定性。
- 电学性能影响
在半导体应用中,氧缺陷会导致电阻率波动,接触电阻不稳定,薄膜均匀性下降。
(四)、氧控制的工程本质
从整体工艺角度来看,氧控制不是单点技术,而是贯穿全流程的系统工程,其核心逻辑可以概括为原料氧决定起点、气氛氧决定过程、设备密封决定边、包装控制决定终点。任何一个环节失控,都会在最终ppm级氧含量中被放大体现。
电子级钨粉氧含量控制的本质,是在高温还原体系中构建一个长期稳定的低氧热力学环境,并通过气氛控制、动力学调节与后处理隔离共同实现氧的最小化。当氧含量降低至100 ppm以下时,钨粉的性能将从工业材料进入半导体级材料区间,其工艺控制难度也从传统冶金问题转变为典型的超高纯材料系统工程问题。

十四、电子级钨粉检测技术体系
随着电子级钨粉逐步进入半导体、先进封装及高端电子陶瓷领域,其质量评价体系已经从传统冶金工业检测,发展为以超痕量分析、结构表征与多尺度统计为核心的综合检测体系。其本质目标不再只是判断是否合格,而是精确描述材料在微观尺度上的组成、结构与性能一致性。整体来看,电子级钨粉检测体系可以分为四个层级:化学纯度分析、气体杂质分析、颗粒与比表征分析以及结构形貌分析。
- ICP-MS:超痕量元素杂质检测核心手段
电感耦合等离子体质谱(ICP-MS)是目前电子级钨粉中金属杂质分析的主流方法,用于检测Fe、Ca、Al、Na、K等关键元素。其优势在于:检测灵敏度极高,可达ppb级(10⁻⁹量级)、多元素同时分析能力强 、适用于痕量污染控制、在电子级钨粉体系中,ICP-MS主要用于评估:原料纯化水平、APT结晶纯度、还原过程污染引入情况。后处理污染风险:尤其对于Na、K等碱金属元素,ICP-MS是控制MOS器件性能漂移的重要检测手段。
- GDMS:超高纯材料全元素分析核心技术
辉光放电质谱(GDMS)是目前超高纯材料领域最重要的全元素分析方法之一,尤其适用于固体金属材料直接检测。其特点包括:可直接分析固体样品,无需复杂前处理;可检测元素种类超过70种;检测范围覆盖主量、微量及痕量杂质。检测限通常达到0.01~1 ppm,在电子级钨粉体系中,GDMS主要用于:建立完整杂质谱图、识别未知污染元素、追踪工艺污染来源、验证超高纯等级(5N、6N级)。相比ICP-MS,GDMS更适合用于“材料级全谱纯度认证”,而不仅是单元素定量。
- LECO氧氮分析仪:气体杂质定量核心工具
氧、氮、氢等间隙元素在钨粉中的含量极低,但对材料性能影响极大,因此必须采用专用高精度仪器进行分析。LECO氧氮分析仪是目前工业中最常用的手段之一。主要测定氧含量(O)、氮含量(N),其检测原理通常基于惰性气体熔融法,通过高温熔融样品释放气体,再进行定量分析。其典型精度为±5 ppm,在电子级钨粉中,该技术主要用于评估还原深度、判断氧控制工艺稳定性、分析存储氧吸附行为、控制半导体级材料纯度边界,其中氧含量通常是最关键控制指标。
- 激光粒度分析:颗粒分布精准表征
激光粒度仪用于测定钨粉颗粒的粒度分布,是粒度控制体系的核心检测工具。主要输出参数包括:D10、D50、D90。这些参数用于描述粒径分布宽度、粒度均匀性、工艺稳定性。在电子级钨粉中,粒度分布的微小变化都会影响烧结致密性、靶材均匀性、电阻一致性。因此粒度检测不仅是质量控制工具,也是工艺反馈的重要依据。
- BET比表面积:粉末活性评价指标
BET(Brunauer–Emmett–Teller)比表面积测试用于评价钨粉的表面活性与微观结构状态。
其核心意义在于比表面积越大→反应活性越高→烧结温度越低。在钨粉体系中,BET主要用于评价还原充分性、判断颗粒团聚程度、预测烧结行为、反映纳米或超细结构特征。特别是在超细钨粉中,比表面积与粒径之间存在强相关性,但在团聚体系中也可能出现偏离,因此BET常与SEM联合使用。
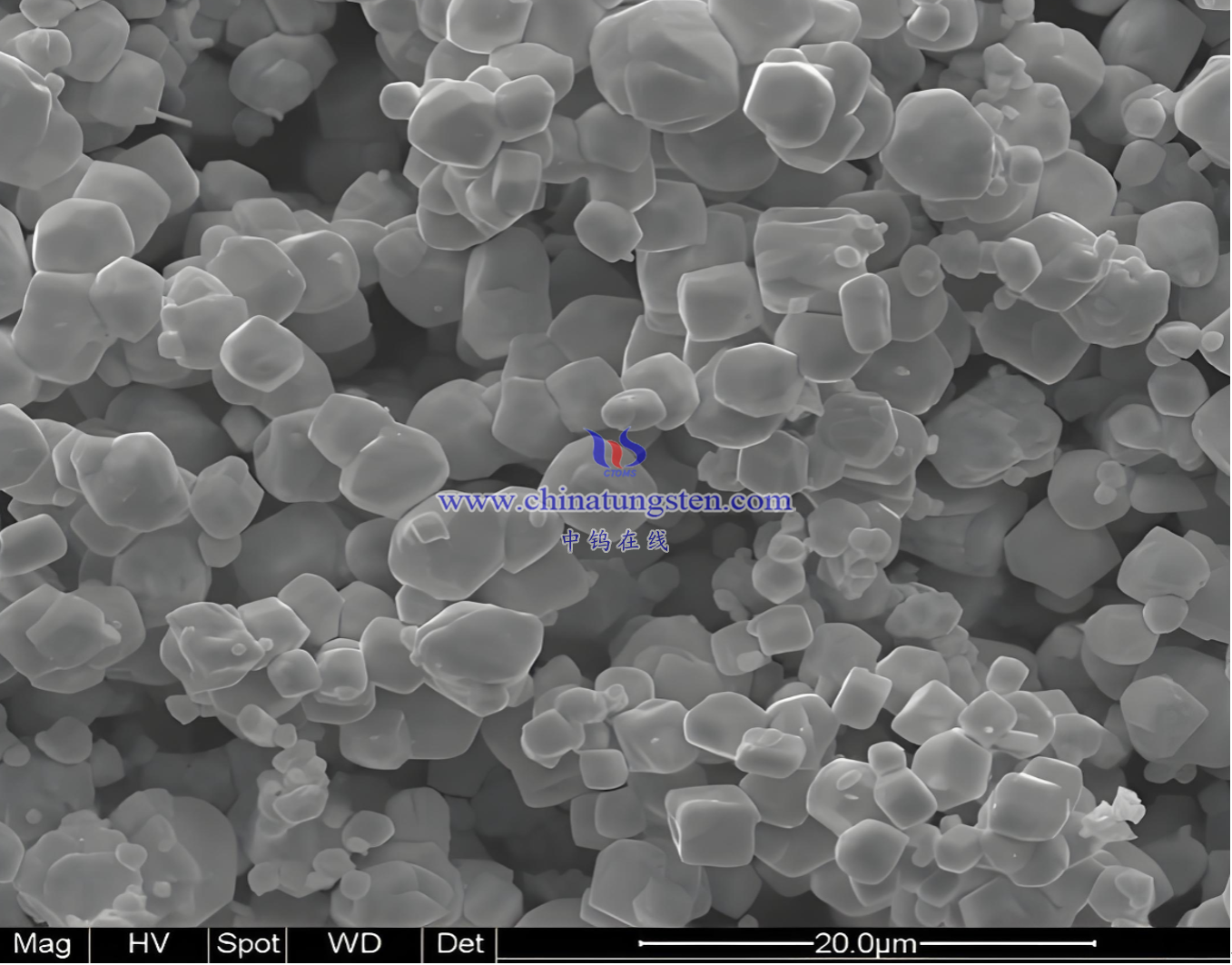
- SEM:颗粒形貌与团聚结构分析
扫描电子显微镜(SEM)是电子级钨粉最直观的形貌分析工具。主要用于观察颗粒形貌(球形、棱角状等)、团聚状态、表面粗糙度、粒径分布均匀性。在高端应用中,SEM不仅用于定性观察,还用于统计粒径分布的辅助验证。通过SEM图像分析可以直接判断是否存在异常烧结团聚、是否存在空心颗粒是否存在还原不完全结构等。
- XRD:晶相与晶粒尺寸分析
X射线衍射(XRD)用于分析钨粉的晶体结构,是评价材料微观结构的重要手段。主要分析内容包括晶相组成(是否纯W相)、晶粒尺寸(Scherrer公式估算)、晶体缺陷状态、残余氧化物检测,在电子级钨粉中,XRD常用于确认是否存在WO₂残留、晶粒是否过度长大、是否出现异常相结构,同时,晶粒尺寸与电子性能、烧结行为密切相关,因此XRD结果常与BET和SEM数据交叉验证。
电子级钨粉检测体系的整体逻辑
从系统工程角度来看,电子级钨粉检测体系并不是单一仪器的组合,而是一个多维度交叉验证系统,这些数据共同构成电子级钨粉的材料数字画像。其逻辑结构可以概括为:
| 检测手段 | 检测项目 |
| ICP-MS / GDMS | 金属纯度 |
| LECO | 气体杂质→激光粒度→尺寸分布 |
| BET | 表面活性 |
| SEM | 形貌结构 |
| XRD | 晶体结构 |
电子级钨粉检测技术的核心趋势是从单指标合格判断转向多参数结构化表征随着半导体和先进电子材料对纯度和一致性要求不断提高,检测体系已经从传统质量控制工具,升级为贯穿材料设计、工艺优化与性能预测的关键基础平台。

十五、电子级钨粉主要生产企业与产业格局
全球电子级钨粉产业呈现出明显的高度集中化与技术分层结构,其核心特征是:高端市场由少数日美欧企业长期主导,而中国企业依托资源与规模优势快速追赶,并在中高端领域逐步实现国产替代。整体产业链呈现出高纯技术壁垒+下游半导体绑定+工艺长期积累的典型特征。从技术等级来看,全球电子级钨粉通常可分为:工业级(3N以下)、高纯级(4N)、电子级(4N5~5N)、超高纯级(5N以上,面向先进半导体)、其中5N及以上产品主要集中在少数国际企业手中。
(一)日本企业:半导体级钨粉的长期技术主导者
日本企业在电子级钨粉领域起步较早,尤其在半导体材料配套体系中形成了长期稳定的客户结构。代表企业有东邦金属、JX金属、A.L.M.T.。日本体系的核心优势在于5N级及以上高纯钨粉技术成熟、与半导体晶圆厂绑定紧密、工艺稳定性与批次一致性极高,尤其在栅极接触材料、先进DRAM互连、精密电子封装等领域具有长期稳定供应能力。其技术路线强调极致稳定性,而非单纯追求成本或规模。
(二)美国企业:靶材与高端工程材料主导
美国企业在钨粉领域更多集中在高端应用端,尤其是靶材与航空电子材料体系。代表企业是Global Tungsten & Powders。美国体系的特点和优势主要体现在面向PVD靶材用钨粉体系成熟、航空航天与高可靠电子材料应用广泛、粉末冶金与烧结工程能力较强,其产业逻辑更偏向材料性能驱动+下游工程应用导向,而非单纯电子级纯度竞争。
(三)欧洲企业:高纯材料与粉末冶金技术强势
欧洲企业在超高纯材料制备与粉末冶金工艺方面具有较强传统优势。代表企业Plansee、H.C. Starck Tungsten。欧洲体系的核心能力包括超高纯金属粉体制备能力强、烧结与致密化技术领先、高端合金材料体系完善,尤其在高温结构材料、精密电子封装、高可靠性工业部件方面具有较强竞争力。其技术特点是材料体系工程化程度高,强调性能稳定与工程可靠性。
(四)中国企业:资源驱动型快速追赶体系
中国是全球钨资源最丰富的国家,因此在原料与规模化生产方面具有天然优势。近年来在电子级钨粉领域发展迅速,已逐步进入全球第二梯队,并向高端5N级别突破。代表企业有厦门钨业、章源钨业、中钨高新、中钨智造、中国五矿、洛阳钼业等很多中小企业。中国企业的核心竞争力体现在全球最大钨资源供应体系、完整的APT—WO₃—W粉产业链、大规模工业化生产能力、成本优势明显。在技术层面,目前整体水平为4N级电子级钨粉已实现规模化国产化,部分企业已具备5N级实验或小规模能力,正在向半导体级稳定批次一致性突破当前主要瓶颈集中在超低Na/K控制能力、GDMS级别杂质控制体系、批次稳定性与一致性、高端客户认证体系的阶段。
(五)全球产业格局总结
从全球竞争格局来看,电子级钨粉产业呈现出典型的三层结构:
第一层:技术领先层(5N及以上)
第一层的企业主要是日本企业、少数欧洲企业,特点是半导体绑定、技术封闭性强、客户认证周期长。
第二层:高端追赶层(4N5~5N)
中国部分龙头企业、美国部分企业,特点是技术快速提升、工艺持续优化、正在进入高端供应链。
第三层:规模供应层(3N~4N)
大量中国产能主体,特点是成本优势明显,主要服务工业与中端市场。
(六)产业发展的核心趋势
未来电子级钨粉产业竞争将逐步从资源与规模竞争转向超低杂质控制能力(ppm → ppb级演进)、粒径一致性控制(亚微米级精度)、批次稳定性(半导体认证体系)、供应链安全与本地化,尤其在先进半导体、3D封装与高密度互连领域,高纯钨粉正在从基础材料逐渐升级为关键功能材料。
十六、电子级高纯钨粉的发展趋势
未来十年,电子级高纯钨粉的发展将沿着“更高纯度、更精细结构、更严苛一致性以及更绿色制造”的方向持续演进。这一趋势并非单一技术升级,而是由半导体制程进步、先进封装发展以及高端电子材料体系重构共同驱动的系统性变革。
(1)更高纯度:从4N向5N乃至6N跃迁
纯度提升仍然是电子级钨粉发展的核心主线。当前主流电子级产品集中在4N(99.99%)水平,而面向先进逻辑芯片、DRAM以及高端靶材应用的需求,正在推动材料向:5N(99.999%)、6N(99.9999%)方向发展。这一提升不仅意味着总杂质含量降低一个数量级以上,更重要的是:Na、K等碱金属趋近ppb级控制,Mo、Fe、Ni等关键杂质进入超痕量窗口,杂质谱结构更加干净且可控,纯度提升的本质,是从减少杂质转向构建可预测杂质体系。
(2)更低氧含量:从ppm控制进入极限区间
氧含量是钨粉性能的关键控制变量之一。未来目标正在从当前O ≤ 100~500 ppm进一步压缩至O≤50ppm ,甚至更低水平。氧降低带来的直接影响包括提升钨粉烧结致密性、降低晶界氧化相、提高电学稳定性、改善靶材均匀性,但同时也带来新的挑战:超低氧环境下粉体更易团聚、存储与转运对气氛要求极高、检测体系需进一步向ppb级演进、因此,低氧控制正在从工艺问题升级为系统工程问题。
(3)更细粒径:向亚微米甚至纳米级推进
粒径控制正在从微米级向纳米级演进。当前典型电子级钨粉D50 ≈ 0.5~2 μm,未来发展目标为D50 ≈ 200nm级别,粒径减小带来的变化包括比表面积显著增加、烧结温度降低、扩散速率提高、成膜均匀性改善。但同时也带来团聚强度指数级增加、流动性下降、分散与储存难度提升,因此未来粒径控制不再只是变小,而是在纳米尺度下保持结构稳定性。
(4)球形化与形貌工程化
球形钨粉正在成为高端应用的重要发展方向,尤其在增材制造(3D打印)、PVD靶材、高密度封装材料领域需求快速增长。球形化带来的优势包括流动性显著提高、振实密度增加、填充均匀性提升、成形一致性改善。未来形貌控制将从形状优化走向结构设计,包括球形度控制、表面粗糙度调控、内部孔结构设计。
(5)批次一致性:从经验控制到SPC体系
在半导体供应链中,材料一致性的重要性已经超过单次性能指标。未来电子级钨粉必须满足同批次波动极小、不同批次完全可追溯、长周期稳定供应、这要求企业全面导入统计过程控制(SPC)体系,其核心包括工艺参数实时监控、数据驱动质量控制、偏差提前预警系统、全流程数字化追溯,未来竞争不再是能否做出合格产品,而是能否持续稳定地做出同一批产品。
(6)绿色低碳制造:从资源消耗型向循环型转变
随着全球碳中和趋势推进,电子级钨粉生产正在向绿色制造体系转型。重点方向包括能源结构优化、降低氢气消耗、提高热能利用效率、余热回收系统应用、工艺减排、减少废水排放、降低氨氮副产物、优化APT结晶废液处理、资源循环利用、钨二次资源再生、废靶材回收体系、闭环物料循环系统,绿色制造正在从附加要求变为进入高端供应链的准入条件。
十七、结语:从材料制备到系统工程的演进
电子级高纯钨粉的发展已经远远超越传统粉末冶金范畴,其本质正在演变为一门高度交叉的综合工程体系,融合了湿法冶金与深度提纯化学、晶体生长与相变调控、气-固反应动力学、
超细粉体工程学、超痕量分析技术、半导体级质量管理体系。从天然钨精矿到APT深度结晶,从WO₃晶型控制到两段氢还原动力学调控,从ppm级杂质控制到ppb级检测体系建立,每一个环节都直接决定材料是否能够进入先进电子产业链。随着先进集成电路、3D封装、功率半导体以及高端靶材产业的持续发展,电子级高纯钨粉正逐渐从基础金属材料演变为关键电子功能材料,其技术水平不仅体现企业能力,也在一定程度上反映一个国家高端电子材料体系的整体竞争力。
中钨智造科技有限公司有积累了30多年的钨钼金属制品,钨的化学品,如偏钨酸铵、纳米氧化钨、钨酸、铯钨青铜、六氟化钨、二硫化钨等,钨合金、硬质合金等设计生产经验,可以为各类客户提供各类高性能钨材料。任何关于钨钼材料的需求或者相关问题、专业技术和知识,可以联系中钨在线的的钨制品专家交流探讨,中钨智造愿为全球提供中英文双语的设计、生产资讯等服务,联系信息如下:
中钨智造科技有限公司
福建省厦门市软件园二期望海路25号之一3楼
邮编:361008
邮箱:sales@chinatungsten.com
电话: 0086 592 5129696 / 0086 592 5129595
网址:www.tungsten.com.cn
+++++++++++++++++++++++++++++++
钨制品最新优惠价格
微信公众号“中钨在线”每日更新钨粉、钨酸铵等各类钨酸盐、钨制品、高比重钨合金、硬质合金、钨精矿等各类钨制品价格,同时提供业内最专业的微信群供大家交流供求信息,可以随时交流钨粉有关信息。关注“中钨在线”,加入中钨在线微信交流群体,每日钨制品价格、供求信息及时送达,实时交流。更多钨制品市场行情,产品与资料,敬请关注“中钨在线”微信公众号,或访问news.chinatungsten.com 获取每日更新资讯。中钨在线联系信息: sales@chinatungsten.com 电话: +86 592 5129696 / 86 592 5129595
扫码关注“中钨在线”微信公众号,每早免费获取实时更新的钨钼稀土制品市场价格和资讯。