一根PCB钻针需要多少碳化钨粉?40亿支钻针需要多少钨粉?
一根PCB钻针需要多少碳化钨粉?这是一个PCB微钻(PCB Micro Drill)和硬质合金行业常被问及的问题,但是回答这个问题并不容易,其主要原因在于PCB钻针规格繁多,不同厂家的产品结构差异较大,既有整体硬质合金钻针(Solid Carbide Drill),也有目前市场占主流的焊接式钻针(Carbide Tip + Steel Shank),因此不能简单用一个固定数值进行概括。中钨在线结合PCB钻针标准尺寸、超细晶粒硬质合金(Ultra-fine Grain Cemented Carbide)的密度、主要制造企业产品规格以及行业经验,我们试着对其重量及碳化钨(WC)消耗量进行较为准确的工程计算。

一、中钨在线的结论
对于目前全球PCB行业最常用的焊接式PCB微钻,一般来讲,整支钻针重量约0.8~2.5 g,其中,硬质合金部分重量约0.10~0.60 g,碳化钨(WC)重量约0.09~0.56 g,折合金属钨(W)重量约0.08~0.53 g。其中,目前PCB行业用量最大的0.20~0.35 mm钻径产品,每支钻针通常消耗碳化钨粉(WC)约0.20~0.35 g,折合金属钨约0.19~0.33 g 。对于少数整体超细硬质合金PCB钻针,由于整个钻体均采用WC-Co硬质合金制造,其重量可达4.0~4.5 g,对应碳化钨消耗约3.8~4.1 g,折合金属钨约3.6~3.8 g。但这类产品在当前PCB微钻市场中占比已经较低,不能代表行业平均水平。
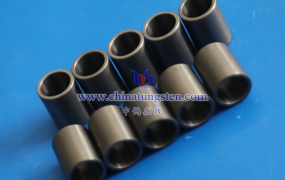
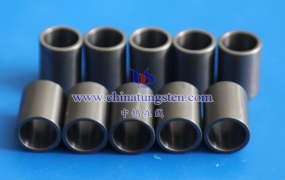
二、PCB钻针的结构组成
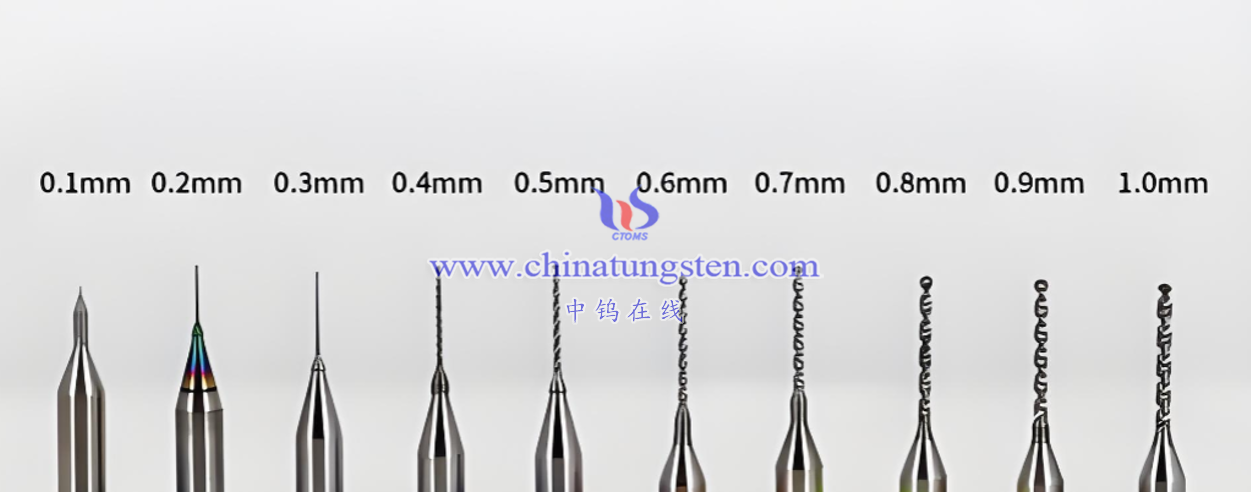
标准PCB钻针通常由两部分组成:(1)前端钻削部分:超细晶粒硬质合金(WC-Co)。(2)后端夹持部分:不锈钢或合金钢柄(Steel Shank)。行业标准尺寸一般为:
| 项目 | 典型规格 |
| 总长度 | 38.0~38.3 mm |
| 柄径 | 3.175 mm(1/8 inch) |
| 钻径 | 0.05~6.50 mm |
| 硬质合金长度 | 4~12 mm(随规格变化) |
目前绝大多数PCB钻针均采用真空钎焊(Vacuum Brazing)工艺,将硬质合金钻头与钢柄连接。因此,真正采用超细晶粒WC-Co硬质合金制造的,仅是前端钻削部分,而不是整个钻针。

三、PCB钻针为什么不用整根硬质合金?
可能有人误认为整根PCB钻针都是硬质合金制造,实际上并非如此。这是因为:第一,PCB钻削真正参与切削的只有前端数毫米。第二,柄部仅承担夹持和传递扭矩作用。第三,采用钢柄能够显著降低材料成本。第四,还可提高抗冲击性能和装夹精度。因此,目前全球PCB钻针几乎全部采用前端超细晶粒WC-Co硬质合金,后端高强度钢柄,这种结构既保证了钻削性能,又兼顾了经济性。一般而言,钢柄重量约占整支钻针的70%~85%,硬质合金重量约占15%~30%。=0.3。

四、硬质合金部分重量计算
以目前应用最广泛的0.30 mm PCB钻针为例:钻径0.30 mm、切削长度约8 mm、锥体平均直径:约0.8 mm。按几何体积计算,硬质合金总体积约为0.018~0.025 cm³,超细晶粒WC-10Co硬质合金密度一般为14.4~14.9 g/cm³。因此,硬质合金重量约为0.018 × 14.7≈0.265 g,即:一支0.30 mm PCB钻针硬质合金重量约0.25~0.30 g,若按WC质量分数92%计算,则碳化钨约0.23~0.28 g。由于WC中钨元素质量分数约为94%,因此折合金属钨约0.22~0.26 g。

五、不同钻径对应的硬质合金重量
根据PCB微钻几何尺寸及行业产品结构,可得到不同钻径对应的典型消耗量。
| PCB钻径 | 硬质合金重量(g) | 碳化钨(WC)(g) | 金属钨(W)(g) |
| 0.10 mm | 0.10~0.15 | 0.09~0.14 | 0.08~0.13 |
| 0.15 mm | 0.12~0.18 | 0.11~0.17 | 0.10~0.16 |
| 0.20 mm | 0.16~0.22 | 0.15~0.20 | 0.14~0.19 |
| 0.25 mm | 0.20~0.27 | 0.18~0.25 | 0.17~0.24 |
| 0.30 mm | 0.25~0.32 | 0.23~0.29 | 0.22~0.27 |
| 0.35 mm | 0.30~0.38 | 0.27~0.35 | 0.25~0.33 |
| 0.50 mm | 0.40~0.55 | 0.36~0.50 | 0.34~0.47 |
| 0.80 mm | 0.60~0.90 | 0.54~0.81 | 0.51~0.76 |
以上数据按WC占硬质合金90%~94%、钴占6%~10%、并含少量VC、Cr₃C₂等晶粒抑制剂进行估算。
六、整体硬质合金PCB钻针的情况
部分高端PCB钻针,特别是早期产品及部分特殊规格产品,采用整体超细晶粒硬质合金制造。以标准尺寸柄径3.175 mm、长度38 mm为基础计算总体积约0.30 cm³。按密度14.5 g/cm³计算整支重量约4.2~4.5 g,对应碳化钨约3.8~4.1 g,金属钨约3.6~3.8 g。但由于材料成本高,目前整体硬质合金PCB钻针已不是市场主流,其主要应用于部分高精度或特殊加工场景。
七、全球PCB微钻行业对碳化钨粉的需求
根据行业公开资料及中钨在线长期跟踪的数据,全球PCB微钻年需求量约为35亿~45亿支,中国大陆约占全球消费量60%以上,日本、中国台湾地区和韩国是主要高端产品供应区域。若按目前行业主流产品平均每支消耗碳化钨约0.25 g测算,则40亿支 × 0.25 g≈10亿 g≈1000 t WC。考虑烧结收缩、磨削加工、报废、返修及生产过程损耗约15%~25%,则实际超细碳化钨粉需求约1200~1400 t/年。折算为金属钨约1100~1300 t W/年。这一结果与全球PCB微钻行业公开披露的硬质合金消耗水平基本一致。
八、中钨在线分析
从全球钨消费结构来看,PCB微钻行业虽然对钨消费总量贡献有限,仅占全球钨消费量的较小比例,但其对材料性能的要求却处于硬质合金行业最高水平之一。
PCB微钻使用的并非普通碳化钨粉,而是平均晶粒尺寸通常为0.2~0.6 μm的超细或纳米级碳化钨粉,并要求具有极高的纯度、严格的晶粒一致性和优异的烧结性能。同时,配套使用的钴粉纯度、晶粒抑制剂添加、喷雾造粒、压制、真空烧结、HIP热等静压及超精密磨削等工艺均需达到国际先进水平。因此,PCB微钻产业真正的竞争优势并不体现在单支产品消耗多少碳化钨,而体现在超细晶粒硬质合金材料体系、精密制造工艺以及产品寿命和加工精度等综合技术能力上。这也是全球高端PCB微钻市场长期由少数国际领先企业占据的重要原因。

中钨智造科技有限公司有积累了30多年的钨钼金属制品,钨的化学品,如偏钨酸铵、纳米氧化钨、钨酸、铯钨青铜、六氟化钨、二硫化钨等,钨合金、硬质合金等设计生产经验,可以为各类客户提供各类高性能钨材料。任何关于钨钼材料的需求或者相关问题、专业技术和知识,可以联系中钨在线的的钨制品专家交流探讨,中钨智造愿为全球提供中英文双语的设计、生产资讯等服务,联系信息如下:
中钨智造科技有限公司
福建省厦门市软件园二期望海路25号之一3楼
邮编:361008
邮箱:sales@chinatungsten.com
电话: 0086 592 5129696 / 0086 592 5129595
网址:www.tungsten.com.cn
+++++++++++++++++++++++++++++++

钨制品最新优惠价格
微信公众号“中钨在线”每日更新钨粉、钨酸铵等各类钨酸盐、钨制品、高比重钨合金、硬质合金、钨精矿等各类钨制品价格,同时提供业内最专业的微信群供大家交流供求信息,可以随时交流钨粉有关信息。关注“中钨在线”,加入中钨在线微信交流群体,每日钨制品价格、供求信息及时送达,实时交流。更多钨制品市场行情,产品与资料,敬请关注“中钨在线”微信公众号,或访问news.chinatungsten.com 获取每日更新资讯。中钨在线联系信息: sales@chinatungsten.com 电话: +86 592 5129696 / 86 592 5129595
扫码关注“中钨在线”微信公众号,每早免费获取实时更新的钨钼稀土制品市场价格和资讯。