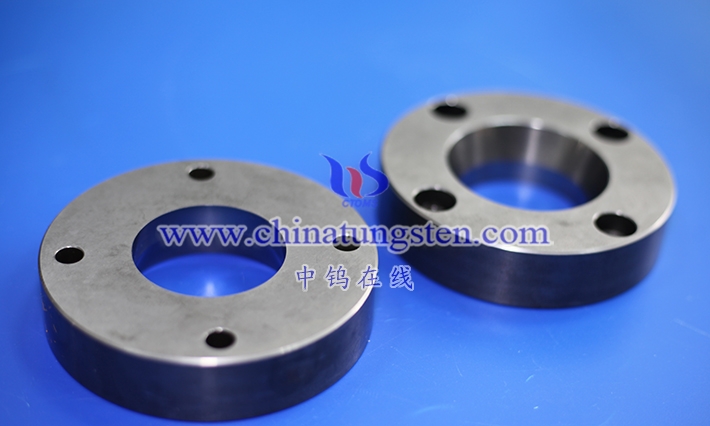
压制成型是粉末冶金法制备硬质合金衬套中的关键环节,位于粉末制备之后、烧结之前。它将混合好的粉末压制成具有一定形状和强度的生坯(也称压坯或毛坯),为后续烧结提供基础。整个过程需确保密度均匀、尺寸接近最终要求,并避免裂纹、分层等缺陷。
硬质合金衬套的压制成型过程
首先,硬质合金原料粉末,如碳化钨粉(WC)与粘结相粉末(钴Co等)经过湿磨混合、添加成形剂(如石蜡或有机粘结剂)、喷雾干燥制粒等前期处理,得到流动性好、粒度均匀的压粉料。这些颗粒状粉末便于模具填充和均匀压制。
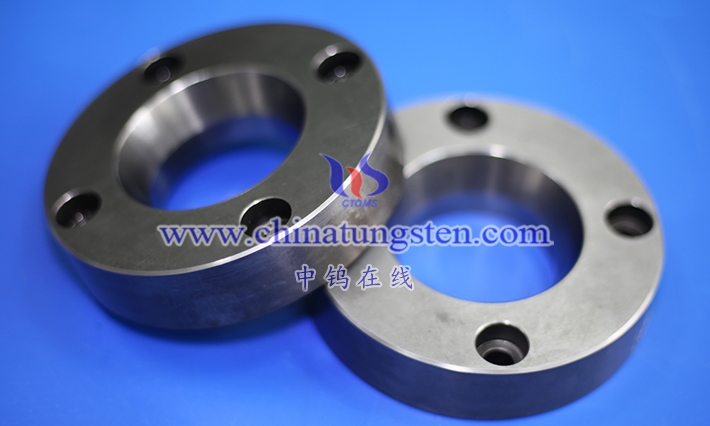
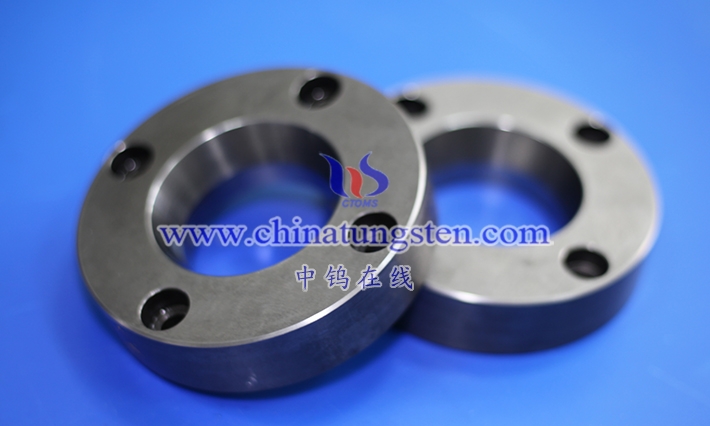
接下来进入压制阶段。常用的方法有单轴压制和冷等静压(CIP),具体选择取决于衬套的尺寸、形状复杂度和批量要求。(1)对于旋转对称的衬套(如圆柱形或管状套筒),单轴压制较为常见。它使用专用模具(包括上冲头、下冲头、凹模和芯棒)在液压机或机械压机上进行。粉末被装入模具腔内,通过冲头施加压力(通常在几十到几百兆帕范围),将粉末压实成生坯。双向压制(上下冲头同时动作)有助于减少密度梯度,提高均匀性。(2)对于较大尺寸或需更高均匀密度的衬套,常采用冷等静压。将粉末装入弹性模具(如橡胶袋)中,密封后置于高压容器内,通过液体介质从各个方向均匀施压(可达200-400兆帕)。这种方法能获得密度更一致的生坯,适合复杂几何形状或薄壁衬套,减少后续加工量。
压制过程中,关键参数包括压制压力、速度和保压时间。压力过低会导致生坯强度不足,过高则可能引起裂纹;速度需控制为先快后慢,便于空气排出。模具设计(如润滑、芯棒定位)和粉末特性(如粒度、粘结剂含量)直接影响成形质量。压制后,生坯具有一定强度,但仍较脆,需小心脱模和搬运。
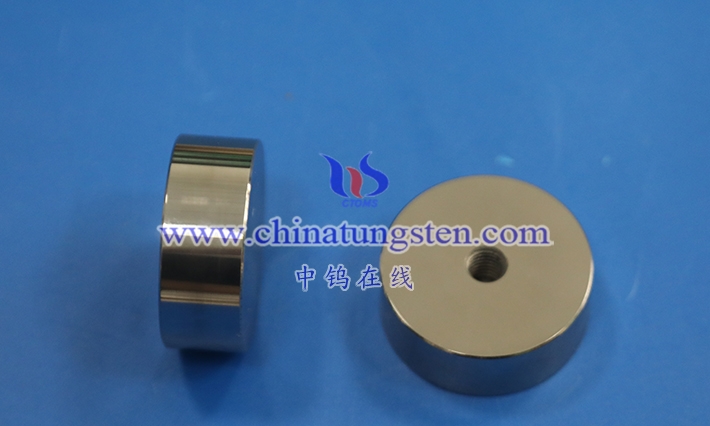
压制完成后,生坯通常还要经过适当的干燥或去应力处理,然后进入烧结环节(高温下粘结相熔化,实现致密化,线性收缩约15-20%)。最终可根据需要进行热等静压(HIP)、机械加工(如金刚石磨削)等后处理,以达到精密尺寸和表面要求。
不同硬质合金成分(如含钛、钽、铌等碳化物或镍基粘结相)会略微影响压制参数,但整体流程相似。硬质合金衬套常用于耐磨、耐腐蚀的旋转支撑或密封场合,中钨智造科技有限公司及其母公司在钨钼制品行业长期耕耘近30年,专业从事钨钼制品柔性定制全球服务。中钨智造科技有限公司可以根据客户需求定制加工各类规格、性能、尺寸和牌号的钨钼产品。各类硬质合金产品详细资料请访问网站:www.tungsten-carbide.com.cn。

钨制品最新优惠价格
微信公众号“中钨在线”每日更新钨粉、钨酸铵等各类钨酸盐、钨制品、高比重钨合金、硬质合金、钨精矿等各类钨制品价格,同时提供业内最专业的微信群供大家交流供求信息,可以随时交流钨粉有关信息。关注“中钨在线”,加入中钨在线微信交流群体,每日钨制品价格、供求信息及时送达,实时交流。更多钨制品市场行情,产品与资料,敬请关注“中钨在线”微信公众号,或访问news.chinatungsten.com,www.ctia.com.cn 获取每日更新资讯。
联系信息: sales@chinatungsten.com
电话: +86 592 5129696 / 86 592 5129595
扫码关注“中钨在线”微信公众号,每早免费获取实时更新的钨钼稀土制品市场价格和资讯。